佛山生产tpep防腐钢管
-
面议
及时发货
交易保障
卖家承担邮费
鉴别TPEP防腐钢管优劣的方法:
一、伪劣厚壁TPEP防腐钢管易出现折叠。折叠是厚壁TPEP防腐钢管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于伪劣厂家追求,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,厚壁TPEP防腐钢管的强度大下降。
二、伪劣厚壁TPEP防腐钢管外表经常有麻面现象。麻面是由于轧槽磨损严重引起厚壁TPEP防腐钢管表面不规则的凹凸不平的缺陷。由于伪劣厚壁TPEP防腐钢管厂家要追求利润,经常出现轧槽轧制超标。
三、伪劣厚壁TPEP防腐钢管表面易产生结疤。
刷底漆
①按照底漆的运用说明,将双组分及稀料按份额混合,拌和均匀。
②用毛刷蘸上底漆,在管道衔接的暴露处进行刷涂。刷涂厚度以刚好遮住底材为宜,通常厚度在120~150um,不准显露底材,也不准厚度。
③坡口处显露的环氧涂层要刷涂底漆,但聚乙烯层不可以刷涂底漆。
④待底漆表干后,便可进行环绕热收缩套。若底漆表干较慢,可选用电热灯泡照耀加快表干,不可用火烤等方法加快表干,不然损坏漆膜影响结合力。
⑤主张焊接后即进行外修补,运用焊接的余热,即可前处理在露点以上,又可加快底漆表干,但要在焊接处温度降至80度以下再进行施工。
⑥刷完底漆,将毛刷用稀料清洁洁净,准备下次运用。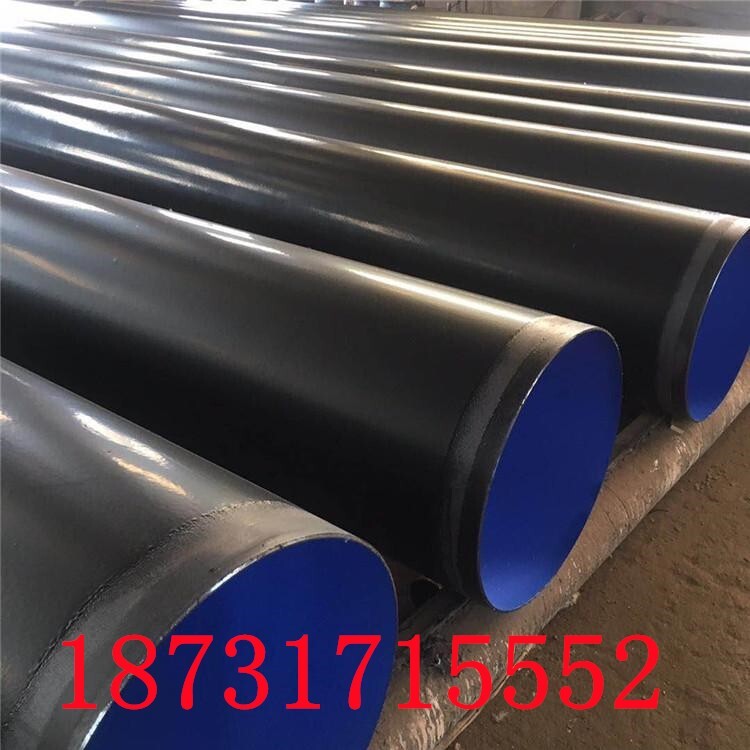
衔接部位前处理
①选用角磨机整理掉管道衔接处暴露钢管的毛刺、焊渣、焊瘤、锈迹、残留涂层、油泥等,整理洁净,做到表面光洁,且达到st3等级。
②将衔接处两边的坡口进行打毛处理,每侧聚乙烯层打毛的宽度控制在10~15cm(含坡口),涂层打毛时TPEP防腐钢管焊接热缩带补口施工标准不可以损坏涂层使之显露底材。
③用毛刷将整理下来的碎屑整理掉,有整理洁净,不然将影响修补层的结合力。
④修补区若受潮或有水分,先采纳办法枯燥后,再进行前处理。
⑤前处理至刷底漆时刻距离不可以30分钟,距离时期若前处理的部位遭到二次污染,从头进行前处理。
钢管储存方法如下:
一、涂装前须将物体面灰尘、油物、氧化皮、等处理干净。达到Sa2.5级,以涂刷质量。施工中严禁带入水份。
二、施工配比方法为:将甲组分大口打开,将乙组分加入甲组分内,充足搅拌均匀。熟化30分钟,即可进行涂装。
三、此材料要求随配随用,配比后的涂料须在八小时之内用完。未配完的材料要密封保存。阴雨天或相对温度大于75%时应停止施工。对于腐蚀介质严重的部位,建议多道涂刷。
四、产品应存放在阴凉干燥处,防止日光直接照射,隔绝火源,远离热源。贮存期为十二个月,期满后应检验各项技术指标,如达到指标要求,可继续使用。
TPEP防腐钢管的焊缝比直缝管长,如管长为L,则焊缝长度为Lcos。长期以来争论不休的TPEP防腐钢管与直缝管,特别是与UOE钢管相比谁较优良的问题。TPEP防腐钢管制造技术发展到现在,我们应该全部地、正确地进行评价和比较,重新认识TPEP防腐钢管焊缝较长的问题。由于缺陷与焊缝相平行,故对TPEP防腐钢管来说,其焊缝的缺陷为“斜缺陷”。在使用过程中,TPEP防腐钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有大的各向异性,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍。
TPEP防腐钢管内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续特别波自动伤仪检查,确定了螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时去掉缺陷。