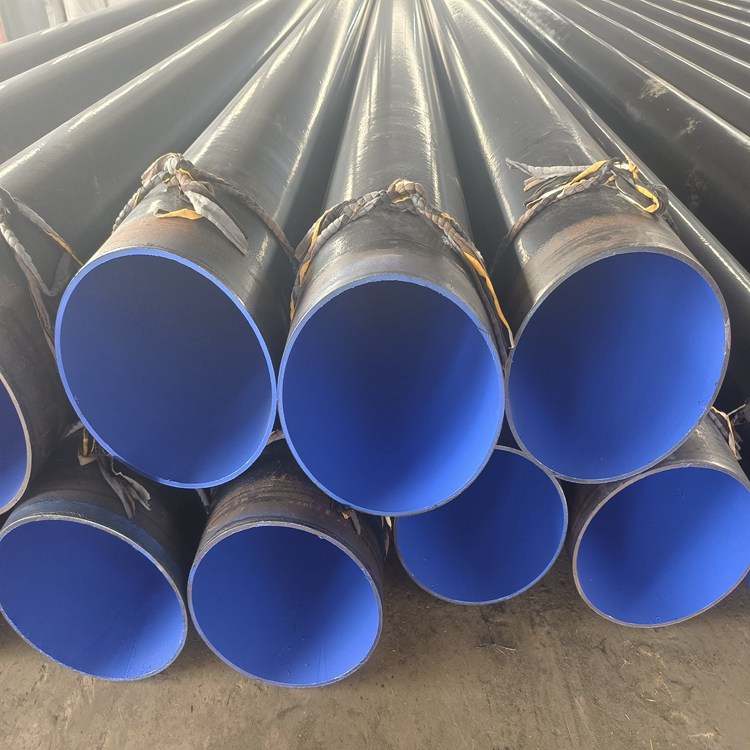
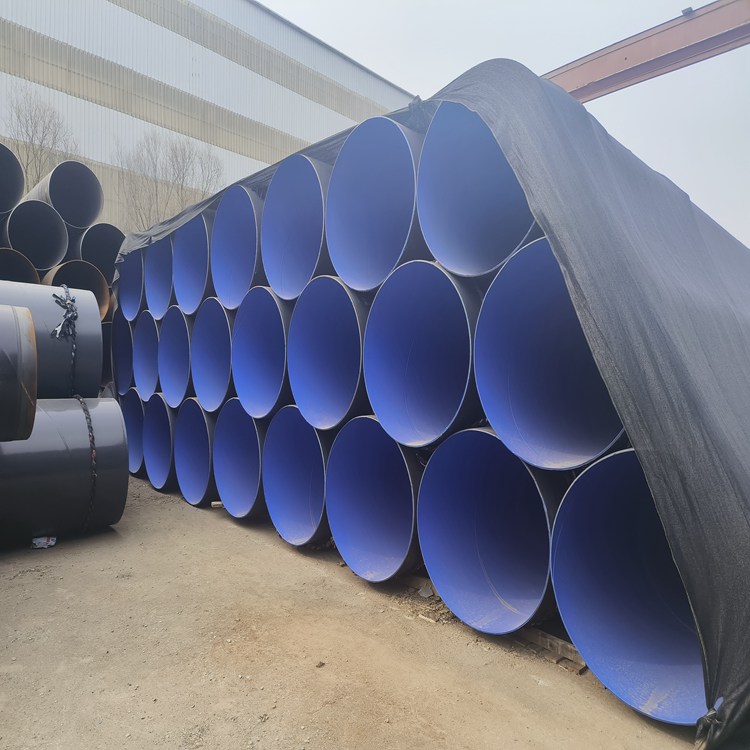
防腐3pe管道公司厂家小口径tpep防腐螺旋钢管厂家阻燃
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费
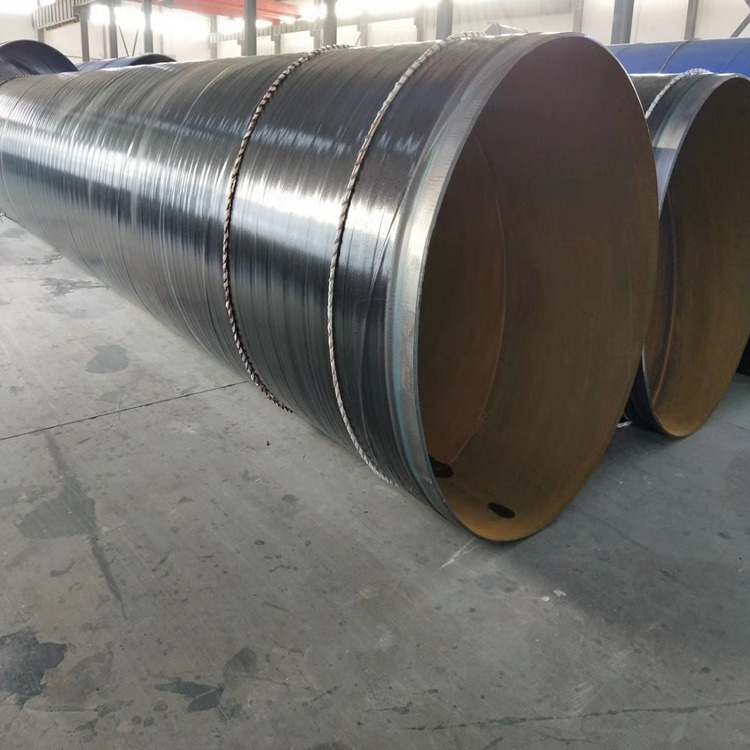













管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构只要改变成形角度,就可以用同一宽度的带钢生产各种口径的钢管,易于调型,因为是连续弯曲成形,所以螺旋管的定尺长度不受,长度可随意定根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷
输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比,而流体阻力系数既与雷诺数有关,又与管子表面的粗糙度有关钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹产品用途和特点:螺旋埋弧焊钢管均采用双面自动埋弧焊工艺,产品具有承高压、重量轻、安装方便、规格等优点,被广泛用于石油、天然气、煤气、供水、化工、电力等工程,也可以用于建筑结构,桥梁构件和地基打桩等工程
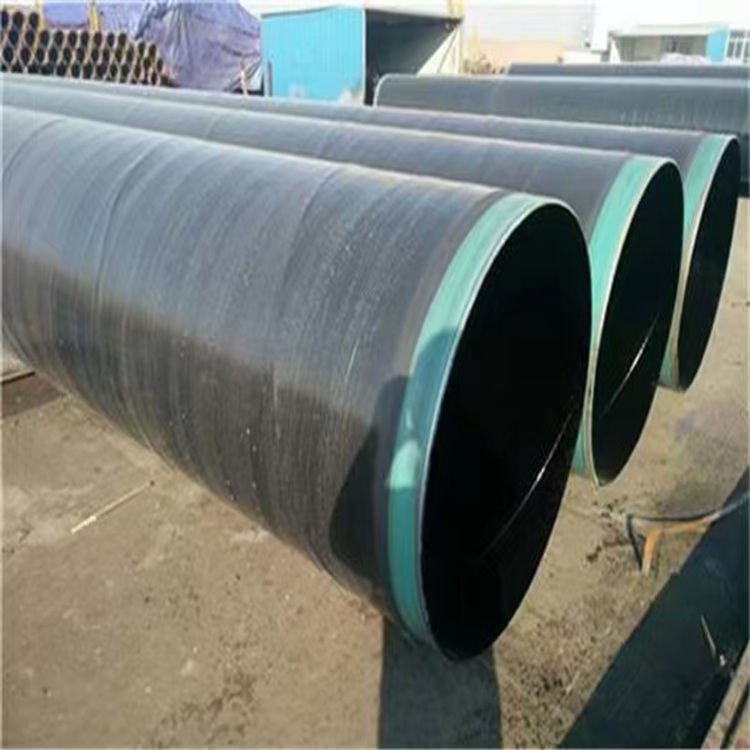
钢管知识:直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝无缝管加工流程缘故:这也是造成厚壁无缝管造成氧化的因素之一,从制作工艺和产品特点而言,在厚壁无缝管表层生成一层薄的氧化膜是防止造成产生氧化,也是不锈钢制品差别于其他钢材产品的主要特点可是由加工流程不够造成主要氧化膜不时,空气中的氧便立
即与产品中的一些原素发生了氧化氧化反应,进而造成产品发生主要氧化状况Q345B直缝钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流的影响,涡流热功率与电流激励的平方成正比;而电流激励又受激励电压、电流和电容、电感的影响卷板的合金含量(碳当量)往往低于相似等级的钢板,这也了螺旋焊管的可焊性,更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管