重庆不锈钢管904不锈钢加工
-
面议
及时发货
交易保障
卖家承担邮费
双相不锈钢管
1、均匀腐蚀
由于铬含量(22%),钼(3%)及氮含量(0.18%),2205的抗腐蚀特性在大多数环境下优于316L和317L。
2、局部抗腐蚀
双相钢2205中铬、钼及氮的含量使其在氧化性及酸性的溶液中,对点腐蚀及隙腐蚀具有很强的抵抗能力。
3、抗应力腐蚀
不锈钢的双相微观结构有助于提高不锈钢的抗应力腐蚀龟裂能力。在一定的温度、应张力、氧气及氯化物存在的情况下,奥氏体不锈钢会发生氯化物应力腐蚀。由于这些条件不易控制,因此304L、316L和317L的使用在这方面受到限制。
4、抗腐蚀疲劳
双相钢2205的高强度及抗腐蚀能力使其具有很高的抗腐蚀疲劳强度。加工设备易受腐蚀环境和加载循环的影响,2205的特性非常适合这样的应用。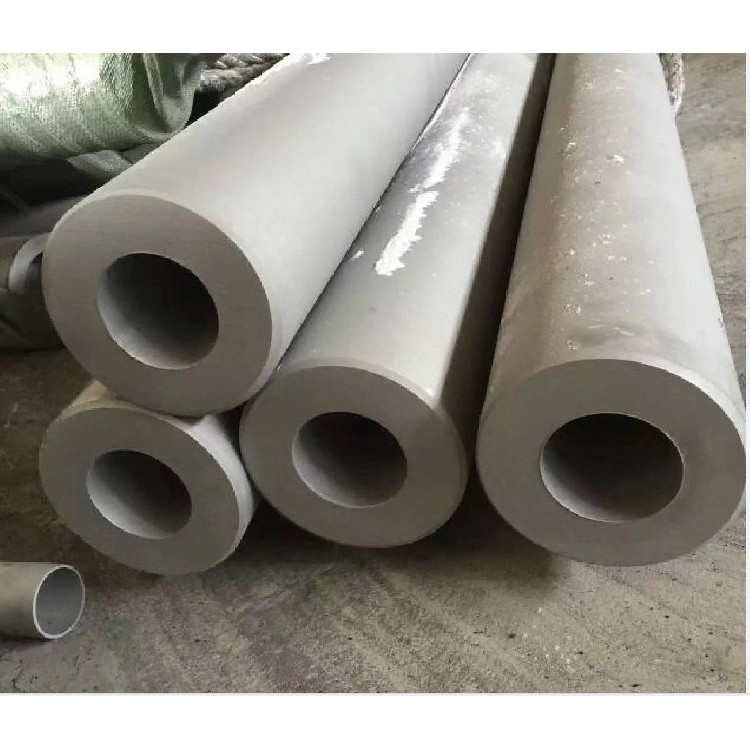
奥氏体不锈钢管焊接特点和方法是什么?
奥氏体不锈钢管焊接特点:奥氏体不锈钢具有良好的可焊性,但焊接材料或焊接工艺不正确时,会出现以下缺陷:
1.晶问腐蚀(1)晶间腐蚀产生原因晶问腐蚀发生于晶粒边界,所以叫晶问腐蚀。它是奥氏体不锈钢危险的一种破坏形式,它的特点是腐蚀沿晶界深人金属内部,并引起金属机械性能和耐腐蚀性能的下降。奥氏体不锈钢在450~850%温度区间范围内停留一定时问后,则晶界处会析出C,其中的铬主要来自晶粒表层,内部的铬如来不及补充,会使晶界晶粒表层的含铬量下降而形成贫铬区,在强腐蚀介质的作用下,晶界贫铬区受到腐蚀就会形成晶间腐蚀。受到晶间腐蚀的不锈钢在表面上没有明显的变化,但在受力时会沿晶界断裂,几乎完全丧失强度。(2)防止晶间腐蚀的措施①选用低碳C≤0.03%、添加钛或铌等稳定元素的不锈钢焊条。②采用小规范,目的是为了减少危险温度范围停留时间,采用小电流、快焊速、短弧焊及不作横向摆动。焊缝可采用强制冷却(如铜垫板、水冷)方法加快焊接接头的冷却速度,减少热影响区。多层焊时,应控制层间温度,要道焊缝冷却至60℃以下时再焊。③接触介质的那面焊缝后焊接。④焊后固溶处理。将工件加热至1050~1150%后淬火,使晶界上的CC6溶人晶粒内部,形成均匀的奥氏体组织。
依据化学成分、热处理目的的不同,奥氏体不锈钢管常采用的热处理方式有固溶化处理、稳定化退火处理、消除应力处理以及敏化处理等。
1固溶化处理
奥氏体不锈钢固溶化处理就是将钢加热到过剩相充分溶解到固溶体中的某一温度,保持一定时间之后快速冷却的工艺方法。奥氏体不锈钢固溶化热处理的目的是要把在以前各加工工序中产生或析出的合金碳化物,如(FeCr)23C6等以及σ相重新溶解到奥氏体中,获取单一的奥氏体组织(有的可能存在少量的δ铁素体),以材料有良好的机械性能和耐腐蚀性能
方管协会记者昨日获悉依据化学成分、热处理目的的不同,奥氏体不锈钢管常采用的热处理方式有固溶化处理、稳定化退火处理、消除应力处理以及敏化处理等。
1固溶化处理
奥氏体不锈钢固溶化处理就是将钢加热到过剩相充分溶解到固溶体中的某一温度,保持一定时间之后快速冷却的工艺方法。奥氏体不锈钢固溶化热处理的目的是要把在以前各加工工序中产生或析出的合金碳化物,如(FeCr)23C6等以及σ相重新溶解到奥氏体中,获取单一的奥氏体组织(有的可能存在少量的δ铁素体),以材料有良好的机械性能和耐腐蚀性能,充分地消除应力和冷作硬化现象。固溶化处理适合任何成分和牌号的奥氏体不锈钢。2稳定化退火稳定化退火是对含稳定化元素钛或铌的奥氏体不锈钢采用的热处理方法。采用这种方法的目的是利用钛、铌与碳的强结合特性,稳定碳,使其尽量不与铬结合,终达到稳定铬的目的,提高铬在奥氏体中的稳定性,避免从晶界析出,确保材料的耐腐蚀性。奥氏体不锈钢稳定化处理的冷却方式和冷却速度对稳定化效果没有多大影响,所以,为了防止形状复杂工件的变形或为工件的应力小,可采用较小的冷却速度,如空冷或炉冷。3消除应力处理确定奥氏体不锈钢消除应力处理工艺方法,应根据材质类型、使用环境、消除应力目的及工件形状尺寸等情况,注意掌握一些原则。