煤磨机在线监测系统
-
¥50000.00
及时发货
交易保障
卖家承担邮费
煤粉工业锅炉系统煤粉仓安全防爆设计可采用浓相操作、封闭、惰性气体保护、防静电接地、泄爆等措施,以保障煤粉仓的安全运行。卓宇佳创的煤粉制备浓度监测系统,它的结构主要包括仪表柜,反吹箱和取样探头。在仪表柜内隔膜抽气泵的工作下,工艺管道中的烟气被分离,一部分样气进入取样探头,经由取样管道进入仪表柜内。在气水过滤装置中除去样气中的水份和微小尘粒子。在抽气泵的带动下,样气进入气体干燥器中进行冷凝脱水,进一步除去样气中的水份。冷凝水经由蠕动泵排出,样气由抽气泵出口再经过三通手动阀、转子流量计进入分析仪表中进行分析。
技术参数
特的传感器设计,恒温控制,响应快,线性好,稳定性高
触摸屏操作(零点、满度、线性校准、参数设置等),操作灵活方便
重要工作电源自诊断功能
仪器部件单元化,维护、检修方便
报警输出(上、下限极值报警)
铸铝合金机箱
部件单元化,维护、检修方便
主要技术性能
零点漂移:≤±1%FS/7d
量程漂移:≤±1%FS/7d
测量范围:0~1000ppm
线性误差:≤±1%FS
重复性误差:Cv≤±0.5%
输出波动:≤±1%FS
响应时间: T90≤10s
输出信号: 4~20mA 500Ω
系统的滞后时间:T90≦12S
样气温度:≦700℃
样气含尘量:≦1000g/Nm3
环境温度:5~45℃
环境压力:70~160kPa(海拔低于2000m)
相对湿度:不大于85%(年平均)
电源:220±22VAC;50±0.5Hz
安装位置
煤粉仓/收尘器
用途
煤粉仓/收尘器一氧化碳在线分析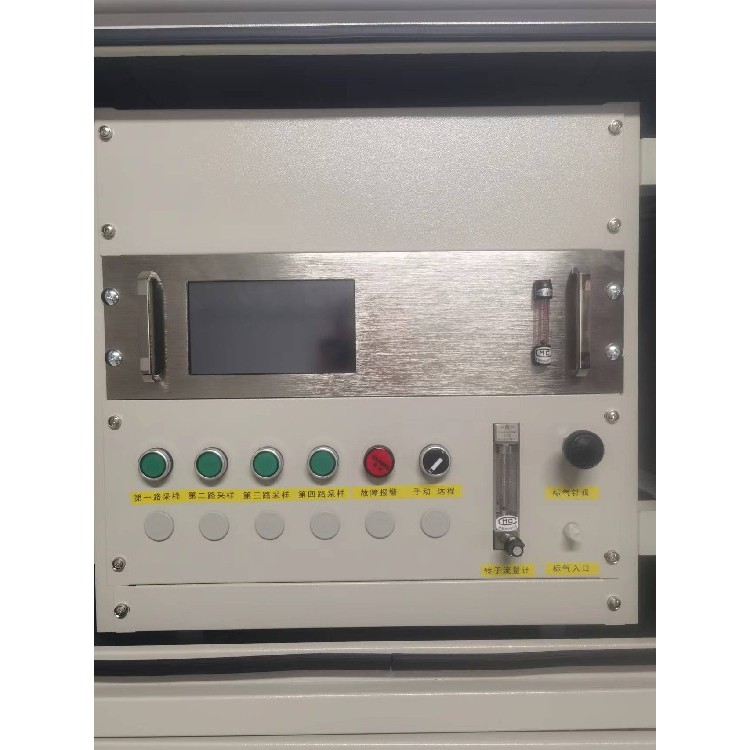
公司可向广大客户提供合理性价比的分析仪器、分析模块/部件、CEMS成套方案、水质分析成套方案等产品,产品可OEM,同时提供ODM、代运维等服务。公司核心团队在行业内有着丰富的从业经验,其中设计人员大部分来源于不同企业的工作一,总结了多年的成败得失,摒弃了不科学不合理的设计缺陷,成套产品全部采用具有领水平的进口仪表,并对仪器的功能加以发挥,制造出更适应我国国情的分析系统。
名称:煤粉仓烟气分析仪定制 红外分析仪 烟气在线分析系统 过程分析系统 烟气在线监测仪 煤磨气体分析系统 气体检测仪 煤粉仓气体分析系统 水泥窑尾袋收尘气体分析系统 砖厂在线气体分析系统 CO、O2在线分析系统 NOx在线监测系统 cems在线监测系统 预热器在线监测系统 气体分析仪
参考价格:50000 60000 70000
煤粉仓烟气分析仪定制
1.2.系统结构
分析系统由免维护型取样探头,带温度显示的温度控制箱及分析柜组成。分析柜的仪表面板上装有嵌入式一体化触摸屏显示操作系统、分析仪器、流量计、监视过滤器、电源开关等。柜内由取样预处理及控制部分组成。结构紧凑,便于安装,气路短,流量大,反应快速,系统无冷凝现象。而且,美观。
嵌入式一体化触摸屏显示操作系统内置系统流程图动画效果图,控制按钮,状态指示灯,能够很好的实现人机的对话及对系统的控制。
安装指导书和使用维修手册,以及生产厂家,电话。通过动画系统目前的气体流程工作的原理能够一目了然,对初次接触的人学习很有帮助,有助学习者很快的掌握系统的工作原理。
1.3.控制功能
系统具有记忆功能:既系统断电后,重新上电,系统继续执行断电前的工作状态。
系统具有自动和手动两大控制状态。系统处于手动状态时,可以进行手动反吹、分析、试漏、校对、检修各项工作。
手动状态下可以检查系统是否正常并具备工业运行的条件。此状态用于开机和定期检修。工业运行时,系统处于自动状态。这时系统发出“自动"触电闭合信息,说明分析系统已投入工业运行条件。在此状态下,系统进行轮流采样分析、反吹工作。
本过程气体分析成套系统(以下简称系统)是磨煤过程中产生的煤烟气,一氧化碳分析仪器与取样预处理装置及其附属的应用保障部分(标准气);通过针对现场应用条件和工艺气样条件的系统设计,所实现的正确匹配与合理组合,使一氧化碳分析仪器能很好适应电厂项目磨煤过程中产生气体分析的特殊工艺条件。系统能自动、连续、准确、可靠地分析磨煤过程中产生煤烟气中一氧化碳的浓度含量。采用PLC可编程序控制器自动控制系统的采样、排水、探头自动吹扫、故障监测双路巡检自动切换并处理等操作。系统正常运行期间能提供一氧化碳的4~20mA标准输出信号;并根据一氧化碳测量组份的含量值输出超限报警状态信号。该系统的分析仪器的传感器采用进口红外传感器。结构简明、部件性能可靠、自动化程度高、操作简便、维护量小、是分析电厂磨煤过程产生煤烟气中一氧化碳含量的理想设备。
主要技术特性
分析仪表单元采用卓宇佳创研制的气体分析仪,完成样气一氧化碳在线连续分析。分析仪性能稳定可靠,响应时间快,智能化程度高。
分析参数:一氧化碳
一氧化碳分析仪采用红外传感器连续测量的工业固定式现场安装仪器,能连续自动检测流程气样中待测组份一氧化碳的体积浓度。
仪器特点
特的传感器设计,响应快,线性好,稳定性高
触摸屏操作(零点、满度、线性校准、参数设置等),操作灵活方便
重要工作电源自诊断功能
仪器部件单元化,维护、检修方便
标准信号隔离输出4—20mA
RS485 modbus 通讯
合金机箱
部件单元化,维护、检修方便
主要技术性能
零点漂移:≤±1%FS/7d
量程漂移:≤±1%FS/7d
测量范围: CO:0-1000ppm
线性误差:≤±1%FS
重复性误差:Cv≤±0.5%
输出波动:≤±1%FS
响应时间: T90≤10s
输出信号: 4~20mA 500Ω
系统的滞后时间:T90≦20S
样气温度:≦700℃
样气含尘量:≦500g/Nm3
环境温度:5~45℃
环境压力:70~160kPa(海拔低于2000m)
相对湿度:不大于85%(年平均)
电源:220±22VAC;50±0.5Hz
系统的绝缘电阻不小于5兆欧
因为在煤粉磨制过程中会由于摩擦产生火花或自燃等情况,导致磨煤机系统的燃烧或爆炸。因此CO一氧化碳含量、O2氧气含量是燃煤锅炉磨煤机内防爆的一个重要指标。一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
监测磨煤机CO的浓度通常采用红外或激光CO分析仪,采用NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或激光原理进行检测。
一般而言,煤磨机气体发生燃爆的主要原因为煤磨机出口温度过高,而发生燃爆的物质除了煤粉之外,还包括可燃易爆气体氢气、甲烷和一氧化碳等。在现场安装使用煤磨机厂房气体检测报警仪器主要就是为了能够实现连续实时在线监测煤磨机泄漏积聚的可燃易爆气体,防止其发生爆炸事故。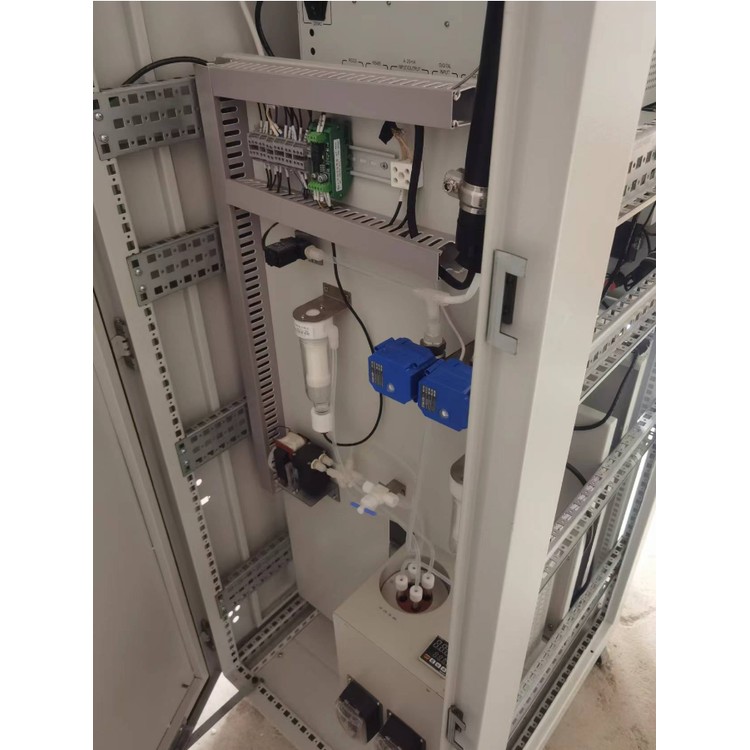
中速磨煤机入口氧含量要低于6%,出口一氧化碳不能800,这是为了安全考虑。
中速磨煤机中,煤炭是属于可燃性物质,在高速粉碎的情况下,产生大量粉尘,同时产生大量的热量,粉碎机和煤炭碰撞,也会产生大量的火花。如果磨煤机不控制氧含量,很容易发生粉尘爆炸,从而导致生产事故。因此控制磨煤机入口氧含量低于6%,低于煤炭燃烧的氧指数,即可确保磨煤机中产生的火花不会引起煤粉尘的爆炸,从而确保生产安全。控制一氧化碳的含量也是同样的道理,一氧化碳含量过高,说明煤炭已经和氧发生少量反应,此时磨煤机内温度过高,需要冷却降温后,再重新启动,避免出现事故。