晋城标志牌报价,交通禁令标志牌杆件厂家
-
面议
及时发货
交易保障
卖家承担邮费
泰耀照明电焊:电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。用于电焊的加工设备叫电焊机,采用焊条焊接,对焊工技术要求较高,不容易掌握。焊接水平高(如鱼鳞焊),无需打磨处理。
泰耀照明通常使用的焊接工艺有打坡口焊接,阴焊(内焊)、阳焊(外焊)、铆钉焊、套焊、撞焊、拼焊、分段焊、均匀焊、点焊、满焊。
镀锌工艺
泰耀照明镀锌的作用是保护灯杆不受腐蚀,镀锌方式有热镀锌、 冷镀锌、渗锌。
热镀锌:(成品酸洗-水洗-加助镀液-烘干-挂镀-冷却 药化-清洗-打磨-热镀锌完工),要求
均值厚度达到85μm以上
纳米渗锌:(成品抛丸除锈处理-浸锌液-高温烘烤使钱辛液附着于杆件),锌层厚度均值30-35μm
泰耀照明喷塑:镀锌后杆件返厂-灯杆较直根据不同规格的丝牙进行攻牙,上螺栓--粗打磨(去锌渣360无死角打
磨,打磨后要求锌层均值厚度达到65um)-焊接拼接处或整杆刮高温腻子自然风干后再用气磨机精磨。
根据特定工艺要求可整杆进行水磨研磨抛光处理,确保杆件表面光滑平整,按所需颜色喷涂塑粉,检
查杆件喷涂表面是否有堆粉、积粉,确认好没问题,将喷好塑粉的灯杆送至烘箱内进行高温烘烤。炉
内温度一般为200-230°进行烘烤45分钟左右后出炉,然后冷却30多分钟左右,将其灯杆卸在格登上
进行全面检查,对有气泡、漏底、钉眼、堆粉、等瑕疵进行气磨修复处理(无特别要求,采用电脑调
漆修补即可,高标准的重新喷塑,采用油漆修补成本低、速度快,但会有色差,修补处耐候性差
再次喷塑修复,成本高,速度慢,无色差、耐候性好。
喷塑厚度均值厚80-120um(附着力较强),过厚影响附着力,喷塑附着力检测:百格检测(工具:百格刀)
并采用3M胶带,粘粘数次不易脱落
指路标志牌的颜色除里程碑、百米桩、公路界牌外,普通路途为蓝底、白图案。外形除地点辨认标志外,均为长方形和正方形。 里程碑、百米桩和公路界碑均属指路标志。里程碑设在国道上时颜色为白底、红字;设在省道上时颜色为白底、蓝字;设在县、乡道上时颜色一概为白底、黑字。公路界碑的颜色不分路途性质,一概为白底、黑字。 辅佐标志是附设在主标志下,起辅佐阐明作用的标志。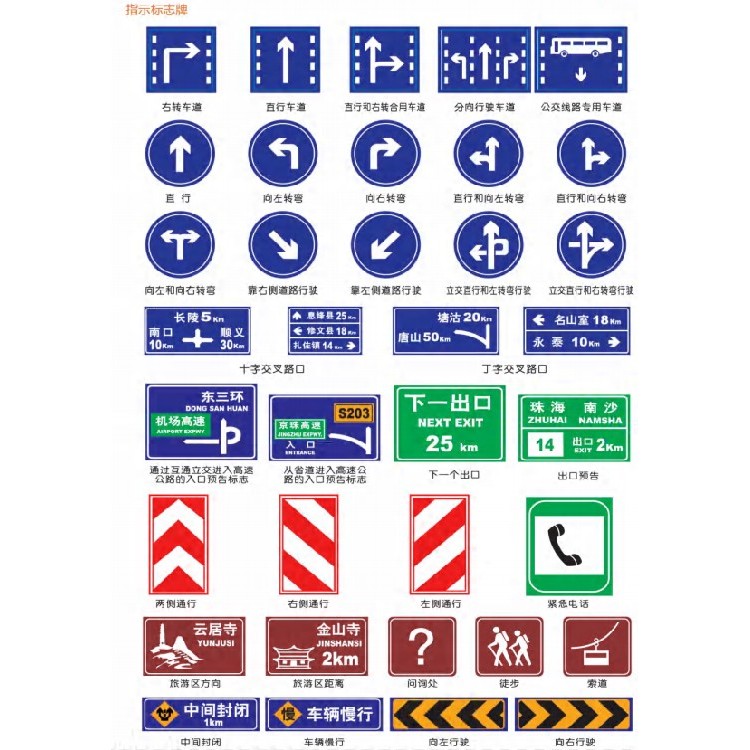
指路标志牌是交通标志中的一种,主要作用是给驾驶员提供方向指引和信息提示,帮助他们更好地规划行驶路线,避免走错路或迷路。同时,指路标志牌还可以提高道路通行效率,减少交通拥堵和事故风险。
符号:交通标志牌上的符号也有特定的含义。这些符号通常是根据国际标准制定的,以便在不同国家和地区之间进行统一的交通指示。例如,交叉路口的符号表示交叉路口的方向和车道划分;停车让行的符号表示车辆需要停车让行;限速的符号表示该路段的限速值等。