巴音郭楞标志牌安装,圆柱形标志牌杆价格
-
面议
及时发货
交易保障
卖家承担邮费
泰耀照明法兰:法兰材质一般是Q235,法兰大误差25丝(比如10mm,要达到9.75mm以上),法兰下料分为剪冲下料、等离子切割下料以及激光切割下料三种
泰耀照明煎冲下料:为常规下料工艺,一般采生煎板机及冲床下料,优点:,运行成本低(加工成木低)缺点:边缘不整齐有毛刺和缺角,不平整腰孔处一般有翘角现象,每块法兰之间误差较大,一致性差,中间焊接孔一般需要人工火焰切割,度差。
等离子切割:一般采用板材离子设备进行切割下料,优点:切割速度相对较快,边缘及腰孔及中心孔都比较光滑,相对。缺点:加工成本相对较高,四周及开孔处都有一定的坡度,板材越厚,坡度相对越明显。每块法兰的起火点(穿孔)都有一个小的豁口,有一定的刮渣,需要后期打磨处理。
泰耀照明激光下料:采用板材上激光设备进行下料,优点:效率较高,所有的切割孔都比较光滑平整垂直,加工成本较低。缺点:前期设备投入较大,板材厚度越高,需要激光功率越大。
泰耀照明电焊:电焊是指利用电能,通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到原子结合的焊接方法。用于电焊的加工设备叫电焊机,采用焊条焊接,对焊工技术要求较高,不容易掌握。焊接水平高(如鱼鳞焊),无需打磨处理。
泰耀照明通常使用的焊接工艺有打坡口焊接,阴焊(内焊)、阳焊(外焊)、铆钉焊、套焊、撞焊、拼焊、分段焊、均匀焊、点焊、满焊。
泰耀照明喷塑:镀锌后杆件返厂-灯杆较直根据不同规格的丝牙进行攻牙,上螺栓--粗打磨(去锌渣360无死角打
磨,打磨后要求锌层均值厚度达到65um)-焊接拼接处或整杆刮高温腻子自然风干后再用气磨机精磨。
根据特定工艺要求可整杆进行水磨研磨抛光处理,确保杆件表面光滑平整,按所需颜色喷涂塑粉,检
查杆件喷涂表面是否有堆粉、积粉,确认好没问题,将喷好塑粉的灯杆送至烘箱内进行高温烘烤。炉
内温度一般为200-230°进行烘烤45分钟左右后出炉,然后冷却30多分钟左右,将其灯杆卸在格登上
进行全面检查,对有气泡、漏底、钉眼、堆粉、等瑕疵进行气磨修复处理(无特别要求,采用电脑调
漆修补即可,高标准的重新喷塑,采用油漆修补成本低、速度快,但会有色差,修补处耐候性差
再次喷塑修复,成本高,速度慢,无色差、耐候性好。
喷塑厚度均值厚80-120um(附着力较强),过厚影响附着力,喷塑附着力检测:百格检测(工具:百格刀)
并采用3M胶带,粘粘数次不易脱落
标志牌按用途分类
安全标志牌、电力标志牌、消防标志牌、卡通标志牌、疏散标志牌。
道路标志牌有几种
禁令标志牌、警告标志牌、旅游标志牌、限速标志牌、指示标志牌、反光标志牌、安全标志牌。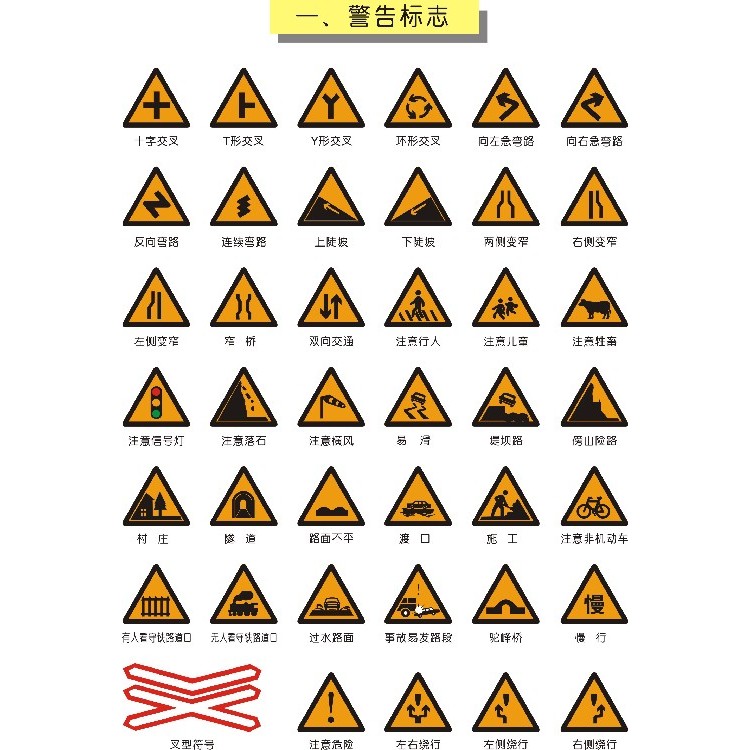
指路标志牌的颜色除里程碑、百米桩、公路界牌外,普通路途为蓝底、白图案。外形除地点辨认标志外,均为长方形和正方形。 里程碑、百米桩和公路界碑均属指路标志。里程碑设在国道上时颜色为白底、红字;设在省道上时颜色为白底、蓝字;设在县、乡道上时颜色一概为白底、黑字。公路界碑的颜色不分路途性质,一概为白底、黑字。 辅佐标志是附设在主标志下,起辅佐阐明作用的标志。
指路标志牌是交通标志中的一种,主要作用是给驾驶员提供方向指引和信息提示,帮助他们更好地规划行驶路线,避免走错路或迷路。同时,指路标志牌还可以提高道路通行效率,减少交通拥堵和事故风险。
指路标志牌的分类
指路标志牌可以根据不同的分类标准进行划分。按照用途和功能,可以分为以下几类:
1. 地点指示标志:用于指示目的地的方向和距离,如距离某商场200米。
2. 道路指示标志:用于指示道路名称和方向,如前方右转到达某景区。
3. 旅游指示标志:用于指示旅游景点名称、方向和距离,如距离长城500米。
4. 高速公路指示标志:用于指示高速公路名称、出口编号和距离,如前方出口可到达上海。
5. 交通信息标志:用于提供交通信息和管理措施的提示,如前方施工请减速慢行。
符号:交通标志牌上的符号也有特定的含义。这些符号通常是根据国际标准制定的,以便在不同国家和地区之间进行统一的交通指示。例如,交叉路口的符号表示交叉路口的方向和车道划分;停车让行的符号表示车辆需要停车让行;限速的符号表示该路段的限速值等。
设置位置:交通标志牌通常设置在道路的上方或侧面,以便驾驶员能够及时看到并作出反应。它们通常会设置在道路的关键位置,例如交叉路口、弯道、坡道、人行横道等地方。