苏州破壁孢子粉牛初乳粉粉末包装机推荐
-
¥28800.00
及时发货
交易保障
卖家承担邮费
QD-420、520 螺杆计量动包装机
性能特点
●采用螺杆机完成计量,充填,充氮等。适用于计量那些易流动或流动性差的粉粒物料;
●采用伺服驱动系统,性能稳定等优点;
●采用PLC伺服系统,气动控制系统,大显示触摸屏构成驱动控制中心;提高了整机的控制精度,可靠性和智能程度;
●不锈钢开启式料箱清理方便;
●配备安全防护罩,符合安全管理要求;
●采用智温控器,温度控制准确,封口美观平整;
●采用PLC双拉纸结构走纸系统、封切位置均采用电机自动纠偏装置,大显示触摸屏机构驱动控制中心,提高了整的控制精度,可靠性和智能化程度;
●本机与计量配套即可自动完成产品计量、送料、充填制袋、充气(排气)、日期打印的全部包装过程,并自动完成计数;
●设有故障显示系统,帮助及时排除故障;
●可根据客户需要制成枕形袋、打挂孔袋;
●有全不锈钢型号和碳钢喷塑型号选择。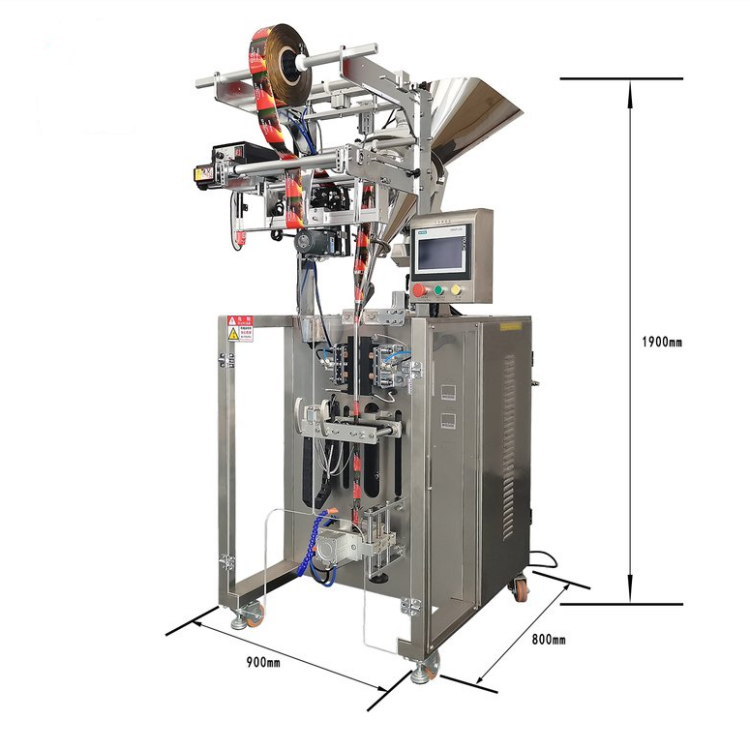
半自动电子称量粉剂机
该机采用步进电机控制技术及电子称重技术,单片机控制,具有自动定量、自动充填、自动修正误差、计数、清料等功能。是农药、兽药、化工产品、添加剂、面粉、奶粉、洗衣粉、食盐、固体饮料、白糖、味精、复合调味品(如麻辣鲜)、天然调味品(如十三香)、酶制剂、饲料等粉状(微粉、超微粉)物料的理想定量包装设备。
特点: 1.采用步进电机及电子称重技术,该机与伺服电机相比成本稍低属经济实用型。
2.采用螺旋下料、光控技术。
3.规格范围:同一台机器在2-5000g 内通过键盘调整及更换不同规格的下料螺旋连续可调。
4.适用范围:有一定流动性的粉状物料,容器(袋类、罐类)不限。
5.物料比重和料位变化造成的误差可自动进行跟踪修正。
6.光电开关控制,仅需人工套袋,袋口干净,易封口。
7.可配螺旋上料机进行自动加料控制。
主要技术参数:包装规格:50-5000G
立式螺杆下料重量调节
6-1-3:立式螺杆下料重量调节
调整重量在触摸屏上进行,在参数界面中,点按‘ ’
100 个脉冲为一圈,根据实际的螺杆大小设定圈数。
注意:参数值只代表充填时螺杆的旋转角度,充填量随转角成正比变化
,同时充填量与螺杆大小有关,充填螺杆越大,充填量越多。
螺杆规格有:11#、16#、18#、22#、28#、35#、40#、45#、
50#。
充填量(大)分别为 10ml、20ml、40ml、60ml、80ml、100ml。
机器上充填螺杆一般是根据使用者要求的充填量出厂时配置的。
- 47 -
6-2:水平螺杆下料:
6-2-1: 水平螺杆下料时间调节
用手转动皮带,到模具水平封合时,用小螺丝刀微松主轴上的下料凸轮
紧固螺丝,旋转下料凸轮使接近开关灯亮,再固定螺丝。若要提前下料,
顺时针旋转下料凸轮。若要推迟下料,逆时针旋转下料凸轮。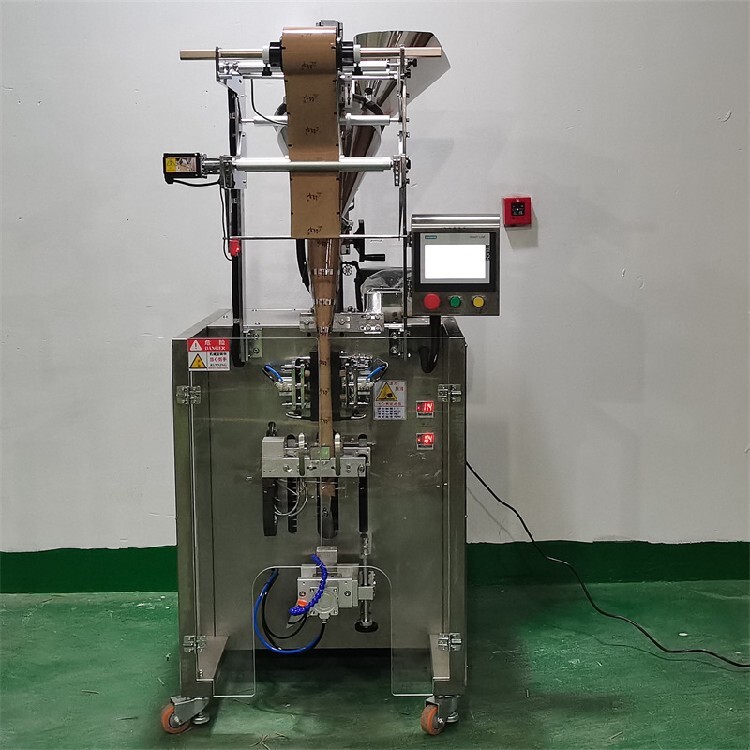
粉末包装机常见故障与排除方法速查表
故障现象 故障原因 调整及排除方
电机不转 1、 熔断丝断
2、 电机坏
3、 电气控制元件不良
1、 更换
2、 更换
3、 检查
运转有异常声 1、 各传动齿轮配合不当
2、 凸轮或联轴节螺丝松
3、 横封纵封压力调得过大
1、 重新调整
2、 紧固
3、 重新调整
包装袋封口不良
现象
1、 横封模具啮合不良
2、 模具齿口不干净
3、 成型器调整不当
4、 夹料
5、 包装膜质量问题
1、 重新调整
2、 用铜刷清理
3、 重新调整
4、 降低包装速度
5、 更换
包装袋不封口 1、 设置温度过低
2、 加热件烧毁
3、 电气元件不良
1、 重新设置
2、 更换
3、 检查
包装袋封边不齐 1、 成型器变型或不良
2、 调整不当
1、 校正或更换
2、 调整
包装袋封口夹料 1、 下料时间不对
2、 物料改变,流动性差
3、 速度过快
1、 重新调整
2、 更换物料
3、 降慢速度
切口不良 1、 切刀磨损
2、 切刀位置不当
3、 横封模具压力不够
1、 更换刀片
2、 重新调整
3、 重新调整
一会儿袋长
一会儿袋短
1、 光电头镜片有灰尘
2、 印刷图案不清或有杂色
3、 设置袋长不对
4、 驱动器坏
5、 成型器阻力大
1、 擦于净
2、 更换包装膜
3、 重新设置
4、 更换
5、 修整成型器
料盘晃动
运转不稳
1、 凸轮或联轴节松
2、 刮料器过低阻卡料盘
3、 开销、闭销位置不当
4、 料盘轴弯
1、 紧固螺丝
2、 调整刮料器
3、 重新调整
4、 更换料盘轴
下料重量不准
一会儿重
一会儿轻
1、 上下料盘未调平行
2、 刮料器过高
3、 料盘晃动严重
4、 物料改变,不均匀
1、 重新调整
2、 调低
3、 调整
4、 更换物料
粉末包装机纵封模具调整1、卸去成形器,再松开螺丝1,取下左右模具和发热片。
2、模具更换完毕后,将模具和发热片按拆下时的相反顺序装好,固定好螺丝1;然后对模具进行调整,调整如下:
A、用手逆时针转动电机,让纵封模具接近啮合状态,松开螺母4,旋动螺母5,顶出模具12,使左右上下处于啮合无间隙且齿形不错位。模具啮合的调整达到佳位置是与两个拉膜轮之间切线及横封模具的封合线成“三点一线”。
B、纵封模具角度的调整:当包装袋纵封封边错位没对齐时,点动包装机闭合纵封模具,松开螺丝2摆动纵封模具使之与成形器平行,再锁紧螺丝2即可。
3、电热片烧毁:
卸去成形器,再松开螺丝1,取下左右模具和发热片。检查电热片是否烧坏,步骤如下:
1、拆下接头。
2、测量电阻值,如果R=0或R=∞,则电阻丝烧毁,可拆下更换。更换时注意接线。
粉末包装机横封模具横封模具的调整。
1、模具封合情况的调整(图10)
模具的封合情况直接影响到包装袋的外观好坏,因此前后两边的模具啮合处在佳状态,才能产品的质量。
A(啮合有间隙) B(啮合不良) C(啮合佳状态)
图10
当模具啮合有间隙或是啮合不良时,须调整模具使之达到啮合佳状态,调整方法如下:
(a)、打开机箱,伸进内部手动逆时针转动电机(如图11),让模具处于接近啮合,弹簧刚要压缩的位置;
图11
(b)、松开横封后模具上的两个“上下调节螺丝”可进行横封模具的上下位置调节;松开横封前模具上的两个“左右调节螺丝”可进行横封模具左右位置的调节。(图12)
8、切刀安装调节
1、将切刀装入模具槽中,将刀片固定螺丝固定在左右两边的切刀固定座上,调整刀刃使之与模具口平齐,锁紧左右两边的刀片固定螺丝;
2、当刀具切不断时,将横封模具调整到封合状态,则打下机箱,如图14所示将左右两边的横导轴固定螺丝松开,将横封前部分如图13所示,整个部分向内移动,调整好后将横封导轴固定螺丝锁紧则可。
粉末包装机分为那些?
目前分为全自动和半自动,全自动节约人工,包装范围小,半自动包装机包装范围大,人工会需要多点。