集装箱储罐面漆W61-200喷涂有机硅高温漆
-
¥18.00
及时发货
交易保障
卖家承担邮费
有机硅耐高温漆是由有机硅树脂、耐热颜料、助剂、溶剂等配制而成,产品具有表干燥迅速,附着力好、柔韧性好,(单)双组分包装、施工方便。耐高温等不粘涂料的特点。广泛应用于高炉、热风炉内外壁、烟囱、烟道、烘道、排气管、高温热气管道、加热炉、热交换器以及其它非金属和金属表面高温防腐保护,以提高被涂物体防腐蚀能力,稳定的物理性能(不脱落,不起泡,不开裂,不粉化,无锈蚀,允许有轻微变色)。
耐高温有机硅涂料颜色各色
耐高温有机硅涂料耐温范围:200-1200℃
体积固体份:34%比重
底漆:1.8kg/L
面漆:1.30kg/L
包装规格:25kg
有机硅涂料,通常指以二氯硅烷和三氯硅烷共聚制成的有机硅树脂为基料配制成的涂料。
有机硅的特点:耐绝缘,良好的电性能,超耐高温,高硬度,高亮度及耐磨.但是有机硅不粘性不足,不耐碱.而且一般有机硅涂料的水溶性性不是很好
有机硅树脂涂料具有优良的机械性能,附着力强、抗划伤、耐酸碱、抗腐蚀等特点。有机硅树脂涂料可应用于机加工、建筑安装、轻工业制造、化工冶金、 船舶、海洋设备、办公文教等行业。但是有机硅树脂不粘性不足,不耐碱.而且一般有机硅涂料的水溶性性不是很好。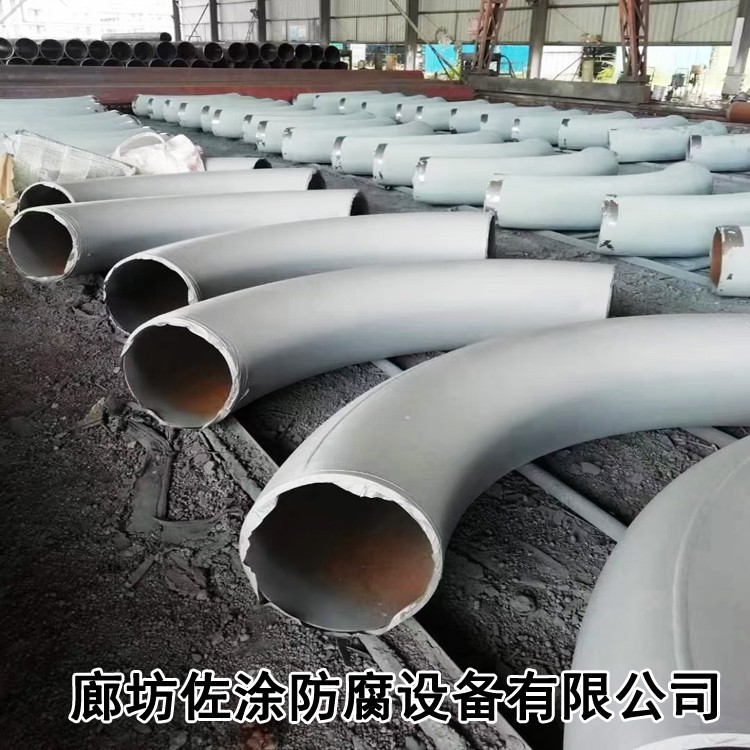
有机硅涂料的交联固化方法
在谈耐高温有机硅涂料的施工前,先谈一下有机硅树脂的组成及交联固化方式。通常所说的有机硅树脂是高度交联的网状结构的聚有机硅氧烷,是由甲基三氯硅烷、二甲基二氯硅烷、苯基三氯硅烷、二苯基二氯硅烷或甲基苯基二氯硅烷组成的混合物。
有机硅涂料施工的前处理
有机硅涂料一般施工在金属构件上,要对金属构件进行前处理,前处理工序如下:
(1) 先清除金属构件在加工过程中所产生的焊渣、毛刺、油污等杂质。
(2) 进行脱脂处理,以提高工件表面的洁净度和减少砂丸的油污染。
(3) 进行喷砂除锈。喷砂所用的压缩空气无油无水,压缩空气泵应配有油水分离器,使用时应过滤压缩空气,并每天定时对油水分离器、空压机放水,以压缩空气干燥清洁,喷射的磨料应干燥、洁净。一般情况下,金属表面除锈等级应按照《涂装前钢材表面锈蚀等级和除锈等级》中相关规定来执行。
(4) 喷砂后,金属构件表面的氧化层、铁锈及污物应完全去除,并用干燥的压缩空气或干净的毛刷,除去工件表面的灰尘以及残余杂质等。
(5) 为了达到较好的涂装效果,喷砂抛丸后需用大量清洁溶剂清洗工件,所用的相关工具、器具也洁净无油污。
(6) 处理后的工件不能用手触摸,允许工件存放的长时间不超过2 h,如果放置过久,工件表面会生锈而影响漆膜质量。
(7) 如果选用酸洗磷化处理工艺,在工件使用环境温度超过350℃时,应该取消磷化工序,因为超过350℃磷化膜会被破坏。
(8) 后,应尽快涂装,涂装间隔时间越短越好。在涂装前,如发现污染或返锈,应重新处理达到除锈等级标准。
有机硅涂料的施工
有机硅涂料施工前,从配料开始,按照厂家、施工环境、工件的要求,用配套稀释剂调节涂料黏度。稀释剂大致用量:无气喷涂,约5%~10%(以涂料质量计,下同);空气喷涂,约15%~30% ;刷涂,约10%~20%。不同厂家,不同的涂料产品,稀释剂用量也有所不同;再则施工时,应根据经验,随时检测涂层厚度,厚度未达到规定要求时,要及时补涂;涂膜未干前或下次喷涂前,应将涂膜保护好,严防沾污或损伤;喷涂后,涂膜表面应无流痕、无漏喷现象,涂膜厚度均匀,色泽一致,不得有粗糙不平、流挂、裂纹、起泡、脱皮等缺陷。正常情况下,有机硅涂料均采用喷涂施工,喷涂施工需注意如下要点:
(1) 任何涂料施工都需符合规定的温湿度条件,有机硅涂料也不例外。有机硅涂料施工的佳环境温度为5~40℃,环境湿度为25%~85%。
(2) 空气压缩机要注意加装油水分离器,并每天定时对油水分离器、空压机放水,这点非常重要。
(3) 涂装前,对不需要涂装的部位,如楔槽、轴孔、精加工面以及一些特殊部位进行遮蔽。
(4) 涂装前,严格检查涂装器具是否洁净、干燥,如有污染处理,使其达到相应要求再涂装。
(5) 调漆时,严禁使用汽油和水,好使用稀释剂调节涂料黏度。
(6) 喷涂工具用毕后,应及时清洗,保持清洁、干燥,待下次使用。
(7) 漆膜表面要避免人为的践踏及搬运中的机械损伤。
(8) 尽量采用环境友好型高固体分有机硅涂料,特别是品牌涂料生产企业的涂料品种。
(9) 根据有机硅涂料产品所要求的干燥条件进行固化,以漆膜质量。