重庆水压胀管机销售电话
-
面议
及时发货
交易保障
卖家承担邮费
当管板超过100mm的换热器无法实现全厚度胀接,且实际胀管率、拉脱力和密封压力等指标无直接关联,操作者主要根据经验来确定胀接紧度,胀接质量受人为因素影响比较大。且胀接时所用的润滑介质会渗入管子与管板的间隙之中,对后续的焊接质量产生不利影响。
应用于新机安装,主要包含,胀、切、削以及各类辅助工具,其中各类胀管机是提供胀管的动力源,主要有电动、液压和气动(进口)胀管机,连接胀管器后可进行胀管工作。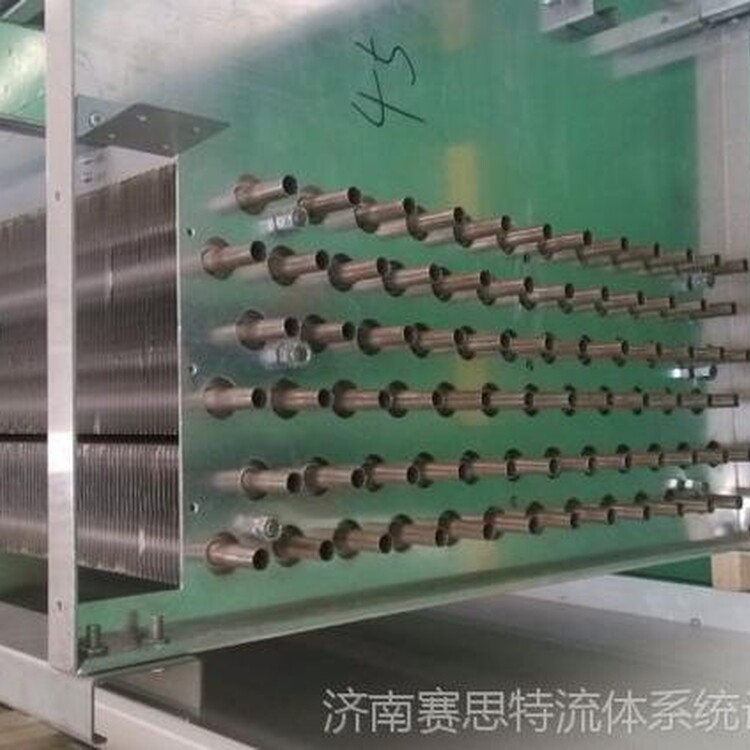
胀管器一般采用轴承钢、碳钢还有弹簧钢等各种金属材料制作。具体用哪种金属制作,根据客户要胀接的管子材质、胀管率等因素由技术部门商讨决定,用户的产品质量要求。
液压胀管机怎么调节扭矩?铜管扭矩设bai置参考数据:直径du10 基准设定zhi值2.5~2.6;直径12 基准设定值2.8~dao3.0;直径16 基准设定值3.4~3.5;直径19 基准设定值4.0~4.5。
机械胀接是国内外目前为常用的方法。机械胀管的工具有电动、气动、手动等区别。该方法除了具有劳动强度高和工作效率低、损伤管子等缺点外,还难以对管板厚度超过100毫米以上的换热器实行全厚度胀接。而现代化工装置都在高参数下运行,换热器的管板厚度越来越厚,管板厚度超过200毫米的换热器已不鲜见,用传统的机械胀接技术已无法对这种厚管板换热器进行全厚度胀接,使得换热管和管板之间的间隙难以消除,留下间隙腐蚀的隐患。
调节式胀管器在胀前须根据胀接长度的要求,通过调节螺母把定位套调整到恰当的位置,拧紧定位螺钉,然后根据上述四种胀管器的操作方法使用。
深孔调节式胀管器在胀前须根据胀接深度尺寸,通过调节螺母把定位套调整至恰当的位置,拧紧锁紧螺母,然后根据上述胀管器的操作方法使用。
控直、控翻、90°无声翻边式三种胀管器都是通过调节螺套来控制胀管率的大小,螺套往里旋则胀管率增加,螺套往外旋,则胀管率减小,所以胀前须把螺套旋出,但不至脱落,然后根据上述各种胀管器的使用方法进行试胀,确定胀管率达到规定要求后用紧定螺钉把螺套的位置固定后可进行正式胀管。