常州镁合金焊丝镁合金焊丝厂家
-
¥100.00
及时发货
交易保障
卖家承担邮费
镁合金焊丝,铝含量≥99.5%,有好的抗腐蚀性能,很 高的导热与导电性能,以及好的可加工性能。对经阳化处理 的材料,需要配色时十分理想,推荐用于焊接1000系列铝合金。 典型化学成份:Si≤0.03、Cu≤0.002、Zn≤0.013、Fe≤0.18 、Mn≤0.003,AL余量用途广泛用于铁路机车、电力、化学、食 品等行业。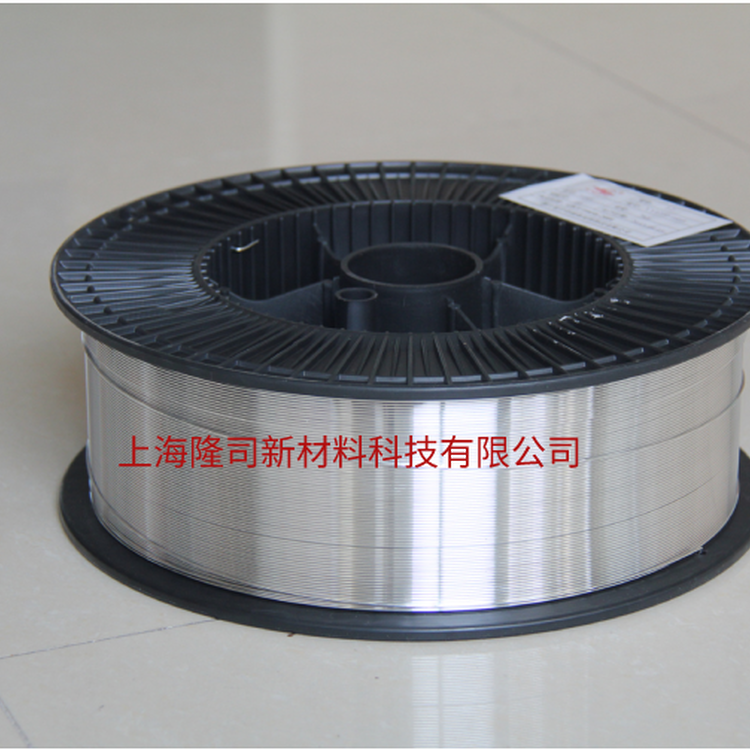
一、优点:
1)它对于各种钢材的焊连接,适应性强,调整焊剂的成分和比例非常方便和容易,可以提供所需的缝隙化学成分。
2)其工艺性能好,缝隙成形美观,气渣联合保护,成形好,添加稳弧器是为了稳定电弧,使熔滴过渡均匀。
3)沉积速度快,生产,在相同的焊接电流下,它具有高电流密度和高熔化速度,其熔敷率约为85%-90%,生产率比焊条电弧焊高3-5倍左右。
4)可采用大电流进行全位置焊接。
国际标准分类中,镁合金涉及到无屑加工设备、有色金属、焊接、钎焊和低温焊、金属材料试验、有色金属产品、职业安全、工业卫生、表面处理和镀涂、电线和电缆、化工产品、冶金设备、流体流量的测量、施工设备、钢铁产品、粉末冶金、分析化学、道路车辆综合、医疗设备、金属的腐蚀、制造成型过程、压缩机和气动机械、电力牵引设备、管道部件和管道、力、重力和压力的测量、金属生产、词汇、废物、防爆、消防、客运设备和座舱设备、航空航天制造用材料、铁合金、手持工具、采矿设备、航空器和航天器综合、有关航空航天制造用镀涂和有关工艺、涂料涂覆工艺、航空航天用电气设备和系统、航空器和航天器工程、热处理、航空航天制造用零部件。
在中国标准分类中,镁合金涉及到铸造设备、轻金属及其合金、铸造、焊接与切割、金属物理性能试验方法、稀土金属及其合金、有色金属及其合金产品综合、金属无损检验方法、轻金属及其合金分析方法、稀有金属及其合金分析方法、卫生、安全、劳动保护、基础标准与通用方法、锻压、金属理化性能试验方法综合、裸电线、火工产品、工艺美术品、金属工艺性能试验方法、、稀有分散金属及其合金、、、技术管理、、、、有色金属及其合金产品、、压缩机、风机、钢丝、钢丝绳、钢板、钢带、、、牙膏、肥皂、洗涤剂、重金属及其合金、、、、航空与航天用金属铸锻材料、热加工工艺、航空、航天材料基础标准、材料防护、气动工具、凿岩机械、标准化、质量管理、紧固件、稀有轻金属及其合金、机械配件、构件、其他特种合金、基础标准与通用方法、紧固件、冷加工工艺、钢管、铸铁管、钢铁与铁合金分析方法、金属力学性能试验方法、其他钢铁产品、贵金属及其合金、管件、卡箍、密封件、放射性金属及其合金、、标准化、质量管理、金属化学性能试验方法、重金属及其合金分析方法、基础标准与通用方法、、涂料、航空与航天用非金属材料、材料及其制品、弹簧、电子技术材料、电化学、热化学、光学式分析仪器。
常规焊接工艺适于镁合金相同工艺制品之间连接,广泛应用的是氩弧焊。
镁合金焊接焊丝重要,选用的基本原则如下:
(1)应满足接头的化学成分,力学性能和其他特殊的性能要求:
(2)焊接工艺性能要好,具有防氧化,抗裂,防止气孔的能力;
(3)焊丝含有较少的有害轧质要少。
异质材料焊接、不同成形工艺制品(例如压铸件和挤压件)之间焊接是镁合金要解决的关键问题:激光焊、搅拌摩擦焊等焊接等可用于压铸件,挤压件以及板材之间的连接。
镁合金的热膨胀系数较大,焊接时产生了较大的热变形,凝固时会受到较大的收缩应力,晶间的液体薄膜难以抵抗这种收缩应力,便很容易开裂生成凝固裂纹。同理,镁合金的导热率和应变速率较大,焊接热循环很快使近缝区晶间相熔化,晶界处力学性能下降,容易在应力作用下开裂。
一般来说 ,钨极惰性气体保护电弧焊 ( GTAW ΠTIG) 和熔化极惰性气体保护电弧焊 ( GMAW Π MIG) 是镁合金常用的焊接方法。此外镁合金还可以采用电阻点焊(RSW) 、摩擦焊 ( FW) 、搅拌摩擦焊 ( FSW) 、激光焊(LBW) 、电子束焊 ( EBW) 等工艺进行焊接。由于镁的比热容和熔化潜热小 ,因此焊接时要求的输入热量少而焊接速度高。大多数情况下 ,镁合金件可采用熔化焊 ,如电弧焊、激光焊、电子束焊和气焊等方法进行焊接。