浙江金华超声冲击设备厂家
-
面议
及时发货
交易保障
卖家承担邮费
JG-90超声波消除应力机详细参数
1、输出功率:1500W
2、输出频率:20KHz
3、输出振幅:100±5um
4、换能器类型:压电陶瓷
5、连续工作时间:18h
6、冷却方式:风冷
7、处理速度:0.1m~0.5m/min
8、电压:AC 220V 50HZ
9、冲击枪重量:3.6KG
超声波焊接应力消除设备提高焊接接头疲劳性能的基本原理
金属结构件在焊接时,普遍采用熔化焊接的方法,在金属的填充过程中,在接头部位留有余高、凹坑及各种焊接缺陷,造成严重的应力集中;同时还产生一定的焊接残余应力。在绝大多数情况下,残余拉应力对焊接结构的疲劳强度是不利的。同时,大量研究表明,在焊趾部位距离表面0.5mm左右处一般存有熔渣等缺陷,该缺陷较尖锐,相当于疲劳裂纹提前萌生。在应力集中、焊趾熔渣缺陷及焊接残余拉应力的联合作用下,焊接接头的疲劳强度和疲劳寿命被严重降低。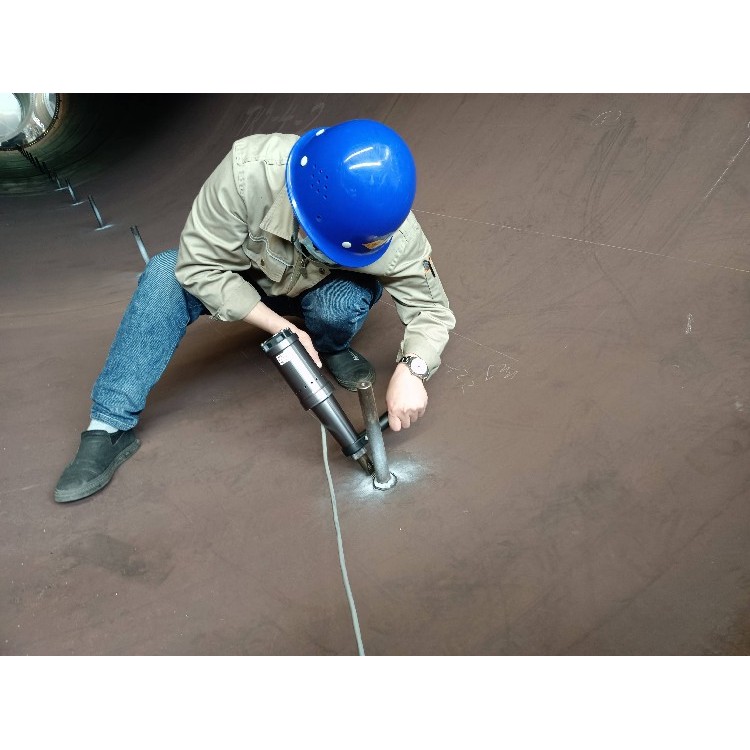
超声波消除应力特点
超声冲击技术是一种的消除部件表面或焊缝区有害残余拉应力、引进有益压应力的方法。超声冲击设备利用大功率的能量推动冲击头以每秒约2万次的频率冲击金属物体表面,高频、和聚焦下的大能量使金属表层产生较大的压缩塑性变形;同时超声冲击改变了原有的应力场,产生有益的压应力;高能量冲击下金属表面温度极速升高又迅速冷却,使作用区表层金属组织发生变化,冲击部位得以强化。
在高频冲击载荷下,携带复杂变化波谱的振幅传入被处理工件的表面。波谱的特性主要取决于超声换能器,物质本身,数量及冲击针的形式以及被处理部分的几何形状。因此要求当声学系统固有谐振频率有变化时,功率发生器具有跟踪其频率改变,自动调整输出频率与之保持一致的功能。产品科技水平国内、高标准。
超声波消除应力工作原理
超声冲击是一种消除工件表面或焊缝区的残余拉应力,并在工件表面形成压应力的方法。可显著提高焊接接头的疲劳寿命和疲劳强度。焊后处理焊趾部位,使之平滑过渡,从而降低余高造成的应力集中,消除焊趾表面的缺陷;同时在焊趾处产生较大的压缩塑性变形,产生了残余压缩应力,调整了焊接残余应力场,并使焊趾部位得到强化和硬化。以上多方面因素有效地改善了焊接接头的疲劳性能。
济南九工机电设备有限公司致力于JG系列超声波冲击设备、振动时效设备、应力检测仪研发和生产。通过国外技术引进和研发部门的不断探索,产品的使用效果和使用品质得到大幅提升,完善的售后服务体系为公司市场份额占有率打下了坚实的基础。与此同时,公司在焊接应力消除领域有长期的实践经验和技术方面的优势,为金属内应力消除提供了更为有力的保障。
应力变形原因
焊接造成的残余内应力如何消除一直是行业内普遍存在的问题,由于残余内应力的存在,因此产品在内应力释放的过程中,就会在应力残留位置产生翘曲、变形甚至开裂的情况。另外对于结构刚度、杆件稳定性、静载强度、疲劳强度、构件脆性也有一定影响。
超声波消除焊接应力特点
超声冲击去除应力方法适合焊接应力(焊接过程中产生的应力)。 超声冲击技术的特点是单位时间内输入能量高,实施装置的比能量(输出能量与装置质量之比)大。振动处理频率可高达18KHZ-27KHZ,振动速度可达2m/s-3m/s,加速度高达重力加速度的三万多倍,高速瞬时的冲击能量使被处理焊缝区的表面温度以的速度上升到600℃,又以极快的速度冷却。这种高频能量输入到焊缝区表面后,使能量作用区的表层金属的相位组织发生一定的变化。 使焊缝区的金属表面层内的拉伸残余应力变为压应力,从而能大幅度地提高结构的使用疲劳寿命。 表面层内的金属晶粒变细,产生塑性变形层,从而使金属表面层的强度和硬度有相应的提高。 改善焊趾的几何形状,降低应力集中。 改变焊接应力场,明显减少焊接变形。
主要应用于以下四个方面:
(1)对金属零件表面进行强化处理,以提高零件的表面质量和疲劳寿命;
(2)调节应力场,减少焊接变形,工件的尺寸稳定性;
(3)对机械零件局部焊接修复部位进行消除焊接应力的处理。现在该方法在国外机 械制造工程中,特别是对疲劳性能有较高要求和要求消除残余应力的焊接结构工作中已普遍使用。
(4)改善影响焊缝疲劳性能的几个方面的因素,如:残余应力、微观裂纹和缺陷、焊趾几何形状、表面强化等,是目前提高焊缝疲劳性能有效的方法。
冲击枪应用领域:对焊接处的稳定性和强度方面要求较严格的行业。如:桥梁,电力;造船;压力容器,钢结构等行业的金属焊接处理。