







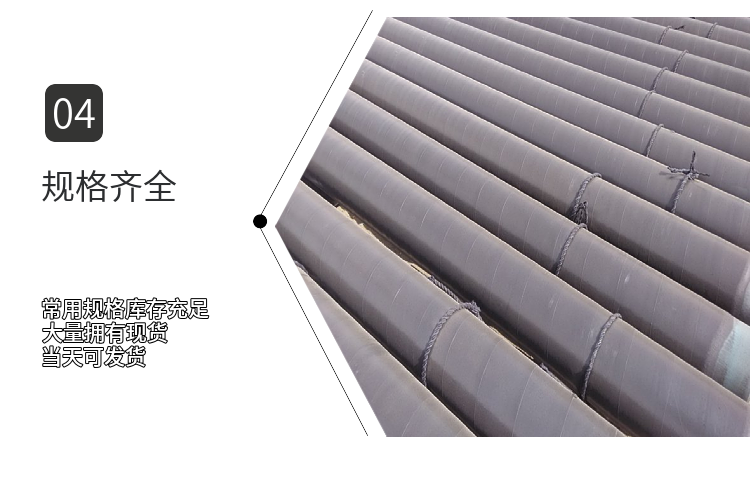



三种材料融为一体,并与钢管牢固结合形成优 蚀能力,施工方简有速在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的
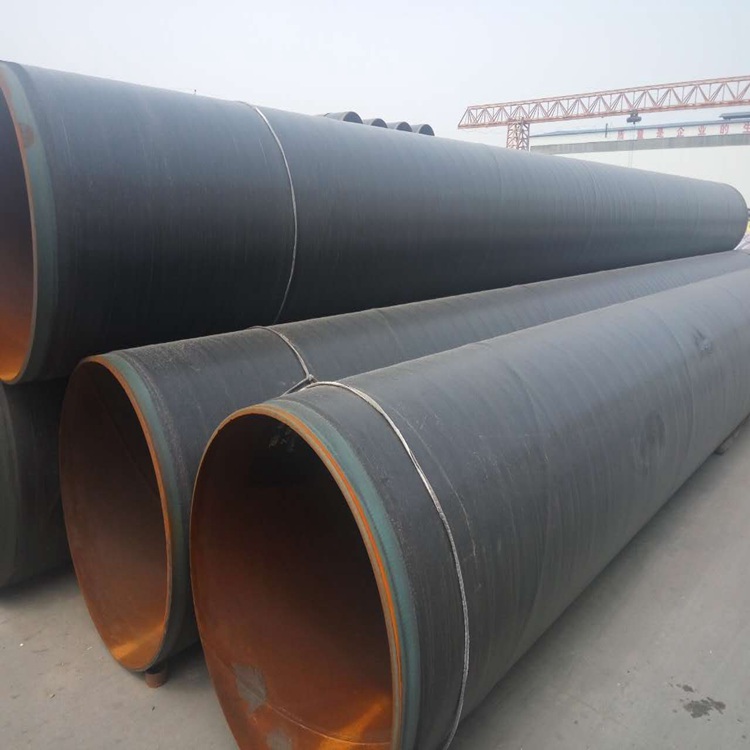
防腐百科:需要把钢管加热到200℃以上,但如果温度过高,会出现环氧粉末固化反应太快,粉末熔化不均匀,涂层与钢管表面的附着力下降;在胶粘剂前,环氧树脂消耗,部分失去和胶粘剂的结合能力;熔结环氧粉末层可能发生轻度焦化涂层剥离检验不合格因此控制温度很重要 一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管 直缝埋弧焊钢管焊接后热处理可以有效焊接残余应力,并且热处理温度越高,残余应力越好,焊后热处理还可有效的大口径钢管的抗应力腐蚀能力,后热处理的温度越高,抗应力腐蚀能力的越显著,要进行水压、拳曲、压扁等实验,对表面有定然要求
,通常交货长度为4-10m,常要求定尺(或倍尺)交货