冷锻散热器定制,常州冷锻散热器原装现货
-
面议
及时发货
交易保障
卖家承担邮费
工艺特点
高传导性.高散热性外,进口CNC加工中心充分了、更持久的尺寸.质量稳定.表面易于处理。根据测量,纯铝冷锻的散热性能是同类压铸产品的两倍.目前大功率是同类型铝型材车制产品的两倍LED照明设备散热的佳解决方案。
冲压是对薄板的冷挤压加工,
冷锻是材料再结晶温度以内的成型加工,
热锻是材料再结晶温度以上的成型加工,
压铸和注塑相比,液化金属在模具中冷却成型
铝挤压是将液体金属通过金属模具分离挤压而成的
由于工况极端,模具的使用寿命与设计中使用的材料有关。
对于尺寸精度,于设计要求。一般来说,铝挤压高,压铸和冷锻也高。
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。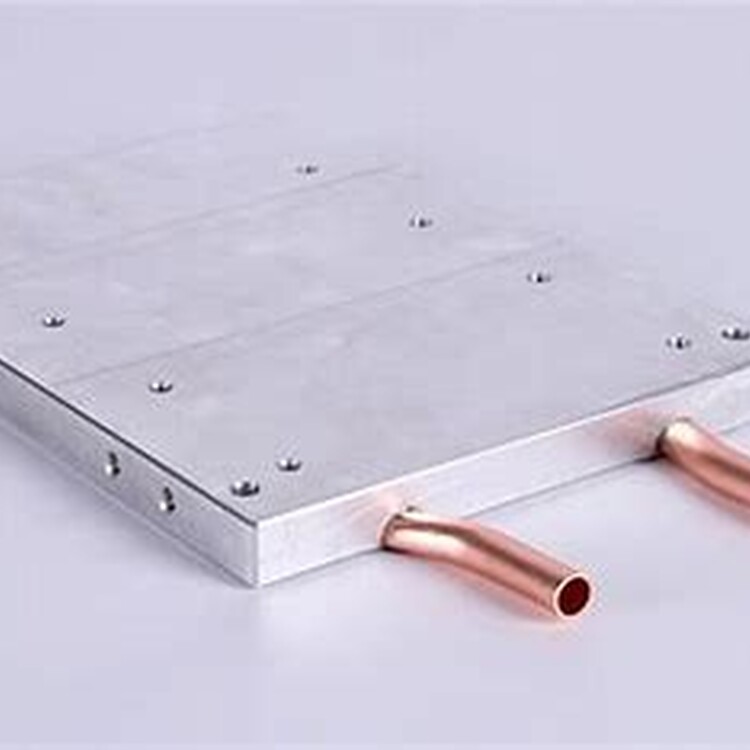
水冷板的承压和泄漏测试
1)依照客户规格对产品性能进行测试
2)承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。
Ø干燥的空气通入产品,保压2小时,产品放入水中或者焊缝涂上肥皂液观察产品是否泄露。鉴于气体的可压缩性,气体测试通常比较危险,产品若承受不了气体的高压,压缩气体瞬间释放能量会产生爆炸,该方法在实际操作中较少使用
Ø蒸馏水或者纯净水通入产品,保压2小时,产品置空气中观察是否渗水或冒水。许多细小的泄露通常会冒极小的水珠,观察上时好用放大镜在灯光下观察。
在产品首批测试的时候,由于无法知道产品确切的能抗多少压力,所以测试的时候不可一次性将产品内通入大的压力,可以逐步从低压(20%,50%测试压力)往产品内通入介质,保压3~5分钟,观察产品是否变形、泄露,后增加至测试压力,观察是否泄露变形,产品在无法抵抗压力爆裂前都会变形,可以通过量块检查平面度来检测。
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)
冷板材料上,目前业内主要采用的是铝合金,铜的导热效果更好,但成本要贵得多,所以不是主流方向,在非电池包领域有应用;对于提高导热界面的导热效率,主要是在导热界面材料TIM上做功夫,由之前的空气介质,到后来的导热垫,再到目前的导热胶,TIM的导热效果在不断提高。