欣宇振动摩擦焊接机,进口线性振动摩擦机品牌
-
面议
及时发货
交易保障
卖家承担邮费
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件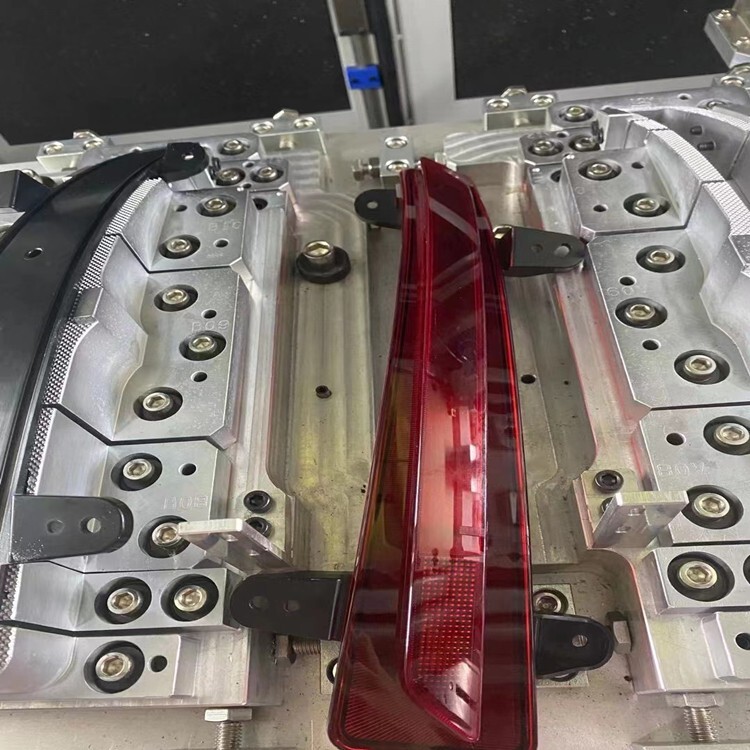
经营理念:
公司本着以质量求生存,靠信誉求发展的宗旨及客户服务至上的理念。经过多年的研制与开发,机器设备各方面性能经过不断的摸索和精心改良,使之投放到市场的机器设备效率、稳定。质量。赢得了广大客户的一致好评。使公司规模不断扩大,实力日益雄厚。
我们秉承“以人为本,科技创新,崇尚信誉,追求”的经营理念,公司拥有一批长期从事振动摩擦机行业的人才。公司全体同仁秉承团结务实、努力拼搏、不断创新的精神,在塑胶焊接等及非标制作焊接技术领域博采中外技术之精华,以“创产品”为质量目标、“树诚信经营”为服务宗旨,不断追求更高的目标,挑战自我、自我赢得市场。质优的产品、合理的价格、及时周到的售后服务是我们随时可为您做到。
服务宗旨:
我们将一如既往以我们真诚地希望一个电话、一个邮件是我们合作的桥梁。我们将竭诚与客户进行广泛的配合、共同合作各种产品及外销业务,达到双方交易公平、守信、互利、满意。“以人为本”是我们的管理理念。一切为用户着想,一切为用户服务。用户满意是我公司的大荣幸和大的追求!
欢迎您与我们共同研讨,共谋发展!
优势:
焊接不规则,形状复杂的工件
可熔接大型的零件
熔接力强,接口可靠
能一次焊接多个工件
无需借助其它结合物质
无臭味,不会造成环保问题
对于受潮与含高量添加物之塑料有良好的熔接效果
耗电量低
快速,容易设定
模具替换性高
轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。
高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑制加工时的抖动与高噪音分贝。
精密线性滑轨的加工模具,使得加工成品上下错模减少,达到验收值。
不须位的加工模具,省去模具质量与配重的技术门坎。
针对如PP、尼龙、塑钢等添加玻纤材质能有效焊接。
振动摩擦焊接机在汽车上的应用主要的体现在发动机进气系统内外饰件及车灯。进气岐管目前基本上都是采用的都是PA加玻纤增强的材料,而就目前的工艺来讲只有振动摩擦能够达到焊接要求,不管是从气密,爆破压力强度上来讲都是其它连接方式所不能实现的。就车灯来讲,以前大多用热板焊,而近年来许多厂家开始转用振动摩擦焊接方式,主要是由于振动摩擦焊接溢料少(外观对车灯来讲尤为重要),焊接周期短 大大提高了生产效率 强度也能达到要求。