宁波大口径PE给水管厂家,中财PE给水管
-
面议
及时发货
交易保障
卖家承担邮费
施工步骤
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
PE管应用范围
■ 城市自来水管网系统。
■ 城乡饮用水管道。
■ 化工、化纤、食品、印染、制药、轻工、造纸等工业的料液输送管道。
■ 农用灌溉管道。
■ 邮电通讯线路、电力电线保护套管。
pe给水管管身周围有四条对称性的蓝线,依据应用的环境不一样,可以采用不同工作压力级别的pe给水管,pe给水管常用的有6公斤,8公斤,10公斤,12.5公斤,16公斤工作压力的。由于pe给水管有非常好的柔韧性,小口径的PE给水管可以制作成直管形态和盘管形态,盘管一般一捆有150米/300米等。大口径的PE管通常是直管,有6米一支/9米一支/12米一支的。口径比较小的PE给水管通常配承插式管件,大口径的PE给水管通常配对接式管件。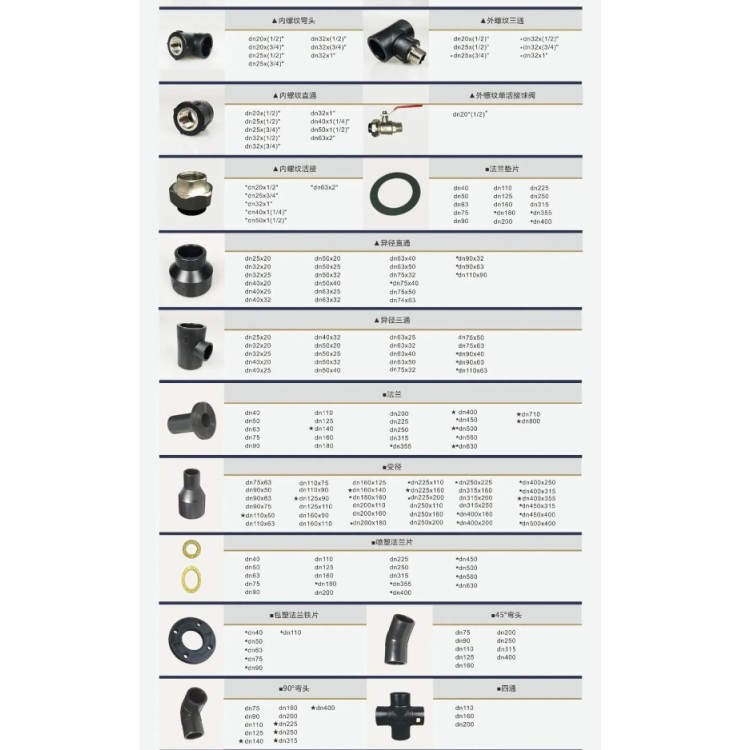
对接式热熔焊接适合于直径比较大的管材管件,管径,厚度都是比较大,所以容易对正,焊接更方便,比承插连接用料省、易制造,在熔接前切去氧化表面层,熔接压力可以控制,质量较易。PE管材焊接的温度是230°C左右,
HDPE给水管本身采用热熔连接,本质上了接口材质结构与管体本身的统一性,实现了接头与管材的一体化。其接口的抗拉强度与爆破强度均管体本体,可有效抗内压力产生的换向应力和周应力。因此,与橡胶圈累计额头或者其他机械接头想相比较,不均在接口扭曲造成的泄露危险,密封性能十分良好。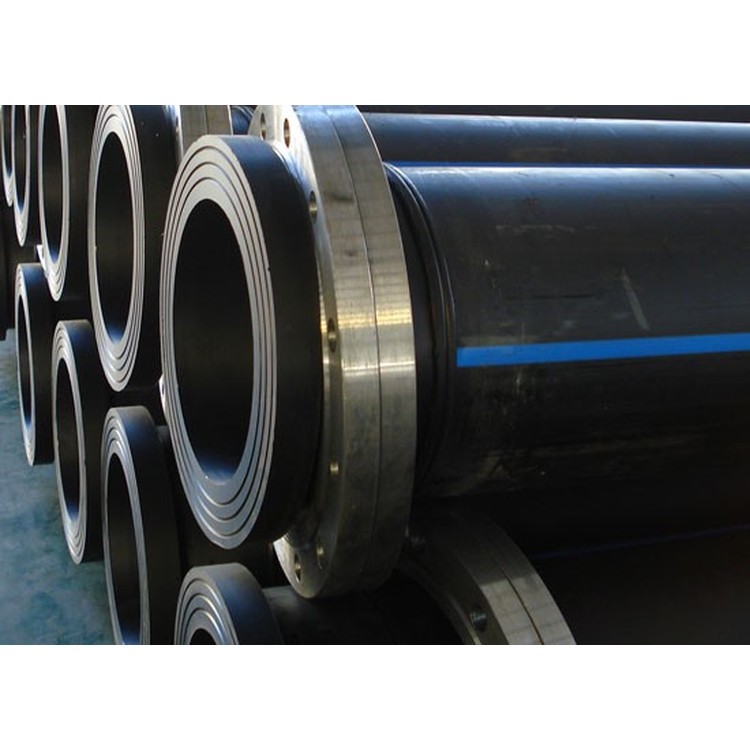
HDPE给水管具有良好的耐疲劳性,能够承受长期的水流冲击和压力变化,不易破裂或变形。 HDPE给水管相对较轻,便于搬运和安装,减少了施工的工作量和时间。 HDPE给水管具有光滑的内壁,减少了水流的阻力,提高了供水的效率。 HDPE给水管是一种环保的管道材料,可回收利用,减少了对环境的影响。