浙江温州振动时效仪厂家电话,振动时效设备
-
面议
及时发货
交易保障
卖家承担邮费
振动时效工艺过程:
1、 振前处理:设备自动寻找工件的共振峰,并把振前a-n过程曲线存储起来,由分析程序确定激振频率,过程和曲线会显示在液晶屏上。
2、 时效处理: 设备自动进行,根据不同工件自动决定处理时间,并把a-t过程曲线存储起来,过程和曲线会显示在液晶屏上。
3、 振后处理: 设备自动对处理后的工件进行振动扫描,并把振后a-n曲线存储起来,过程和曲线会显示在液晶屏上。
4、 打印处理:把a-t,振前a-n,振后a-n曲线打印出来,供对比、判断和留存。
JG-T6Y全自动振动时效控制器简述:
液晶全自动控制系统是整套设备的,振动时效设备主要的组成部分。附带工业显示器和嵌入式打印机。工业显示器可现实设备运行中的动态数据变化以及设备自身数据。工艺过程中的曲线变化和设备操作中出现的疑难问题也将由显示器现实出来,用户可得到直观了解。经过技术人员的不断研发改进,振动时效控制器实现了振动时效过程的全自动化,能自动确定扫频范围,自动选择恰当的时效频率进行时效处理,自动快速和科学的检测振动时效工艺效果。
从宏观的角度分析,振动时效使零件产生塑性变形,降低和均化残余应力并提高材料的抗变形能力,无疑是导致零件尺寸精度稳定的基本原因。由振动时效的加载试验结果可知,振动时效件的抗变形能力不仅未经时效的零件,也经热时效处理的零件。
从微观方面分析,振动时效设备可视为一种以循环载荷的形式施加于零件上的一种附加的动应力。
从错位、晶格滑移等金属学理论上解释,其主要观点是振动时效处理过程实际上是通过在工件的共振状态下,给工件的每一部位(晶格)施加一定的动能量,如果施加的这个能量值与微观组织本身原有的能量值之和,足以克服微观组织周围的井势(恢复平衡的束缚力),则微观区域必然会产生塑性变形,使产生残余应力的歪曲晶格得以慢慢地恢复平衡状态,使应力集中处的错位得以滑移并重新钉扎,达到消除和均化残余应力的目的。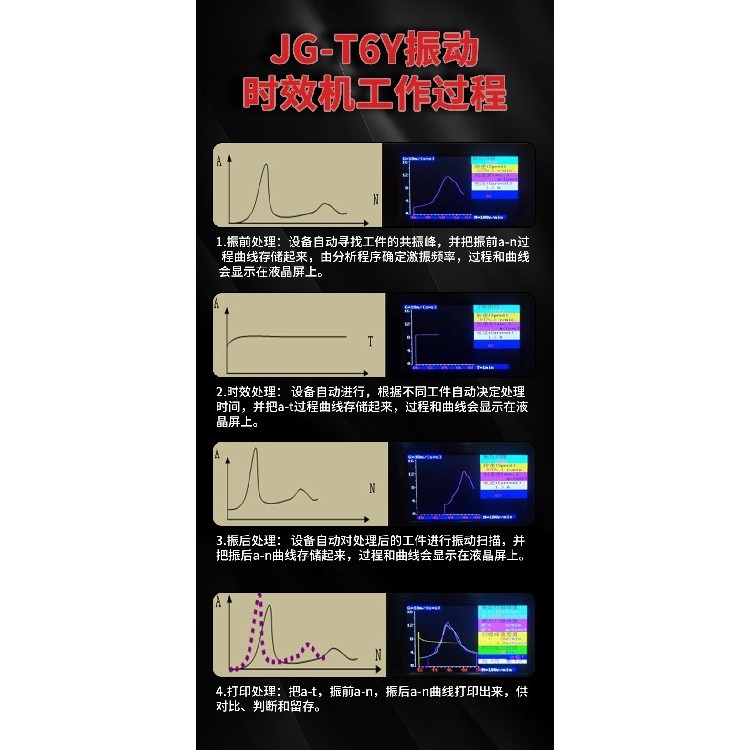
什么是振动时效?
振动时效,是用振动时效设备,按照振动时效技术国家标准,使金属工件在半小时内,进行数万次较大振幅的亚共振振动,产生微观塑性变形,释放残余应力,防止应力变形的革命性时效高新技术,广泛用于铸件、焊件和机械加工件等工件的时效处理。
振动时效是利用共振原理来消除和均化金属铸件、锻件、焊接结构件、有色金属等零件的残余应力,以防止零件尺寸变形和开裂。他与传统的热时效相比:可节能95%、节省生产费用80~90%、缩短生产周期90%左右、不产生时效氧化皮等;无环境污染、不受零件大小、场地等限制、且时效效果直观,并优于热时效。
振动时效仪订购注意事项:
1、配置的激振器满足需时效工件的重量。
2、是否具备自动扫频功能及手动扫频功能。
3、设备扫描时能否找到合适的共振峰。随着激振器电机转速的升高,工件会逐渐达到共振状态,设备 会有明显的震感和发出共振的嗡嗡声。
4、设备共振时效状态下用手摸一下工件,看是否有很强烈的震感,适当的时候可以用铁屑或者沙子放在工件上面,看铁屑或者沙子是否有明显的跳动。
5、设备时效完成后是否自动判定工艺结果。