外壁3pe普通级防腐无缝钢管内壁饮水用8710防腐钢管
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费










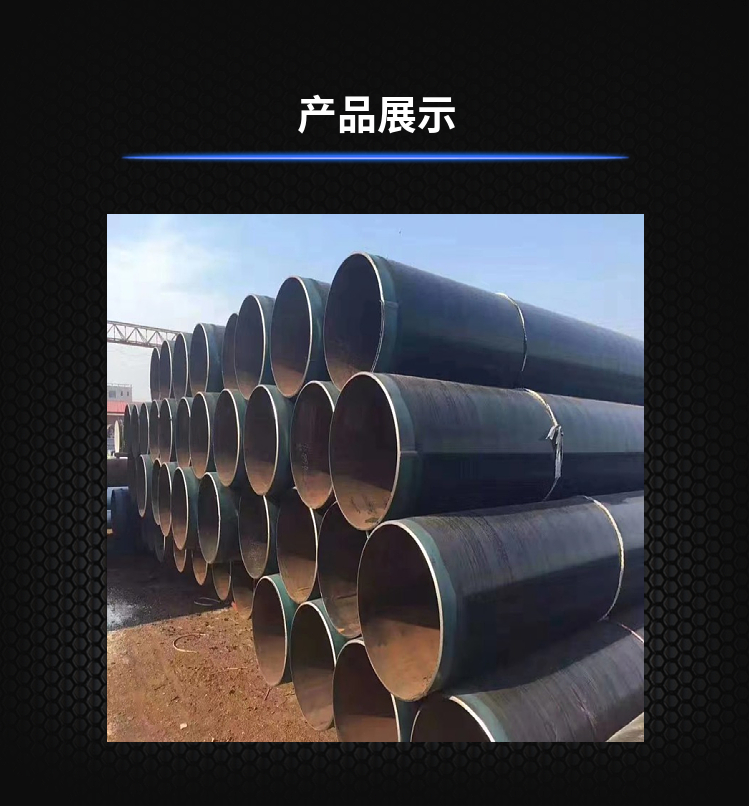




单层PE防腐钢管是采用淋涂工艺将中频加热后的钢管进行,钢管顶层是装有聚粉末的容器,通过淋涂撒在钢管外壁表面形成聚涂层,执行CJ/T120-2008给水涂塑复合钢管 单层聚与三层聚精密钢管拉伸试验主要用于测应力和变形,判定精密钢管的强度(YS、TS)和塑性指标(A、Z) 纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5) 径、薄壁大口径、厚壁定标距螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平将管坯的两个边缘加热到焊接温度后,在辊的下,形成共同的金属晶粒互相渗透、结晶形成牢固的焊缝,螺旋钢管若力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果力过大,将会使熔融状态的金属被挤出焊缝,不但了焊缝强度,而且会产生大量的内外毛刺,会造成焊接搭缝等缺陷
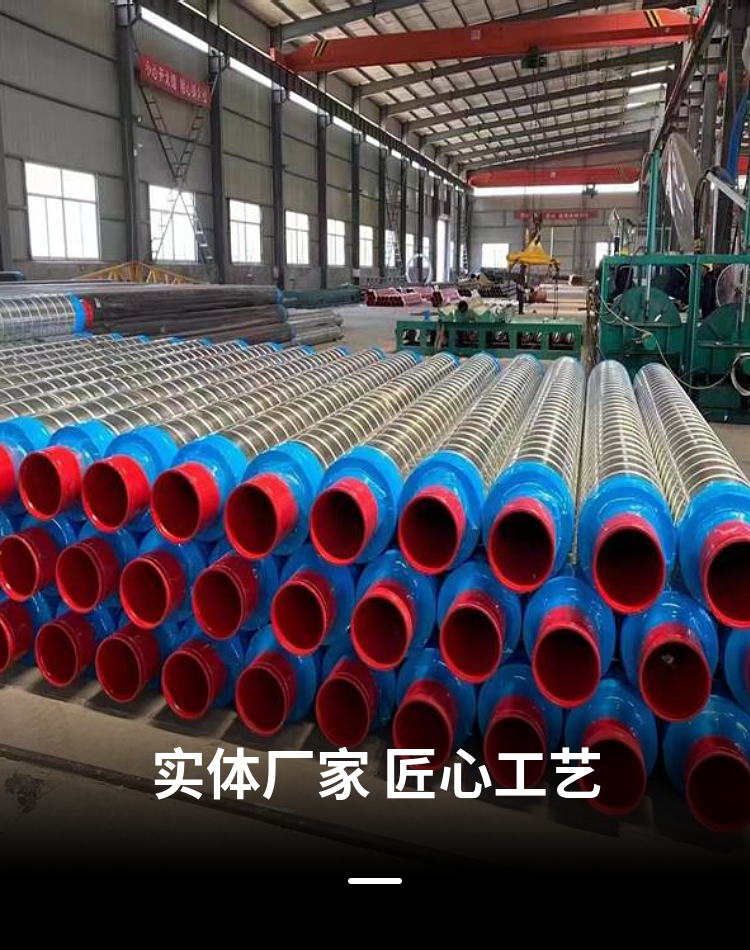
带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录三种材料融为一体,并与钢管牢固结合形成优 蚀能力,施工方简有速螺旋管材质:Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb,Q345 L245 L290 X42 X46 X70 X80x95
钢管知识:则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管高频直缝钢管是通过高频焊接机组将一定的规格的长条形钢带卷成圆管状并将直缝焊接而成钢管,根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的经测定,管子表面的粗糙度所起的影响要比局部的面积(如螺旋形的焊缝或纵长的焊缝、包括内环形焊缝)所起的影响大十倍