周期1~3个工作日项目三坐标检测
提高测量效率:通过自动化的测量步骤和软件的支持,快速完成测量任务,并生成标准的检测报表。
位置误差评定:测量平行度、垂直度、平面度、倾斜度、同轴度、对称度、位置度等,评定观测对象的位置误差范围和程度。

校验测头:将测头的直径误差控制在-3个微米以内,形状误差控制在正负3个微米以内。
设立基准:先测工件的一个平面设为基准平面A,再测一条线设为基准B,再测一个点作为基准C
测量工件尺寸:通过点与点之间的距离得出结果,或使用“构造对称线”等方法找基准原点C。
查看形位公差和孔的位置度:先选基准再选被测,根据配合情况选择MMC或S原则,并输入理论值进行合格判定。

三坐标检测的精度控制:三坐标测量机的精度受多种因素影响,包括环境温度、湿度、振动以及设备本身的机械结构和探针校准。为确保测量,通常需要在恒温环境下操作,并定期进行设备校准。
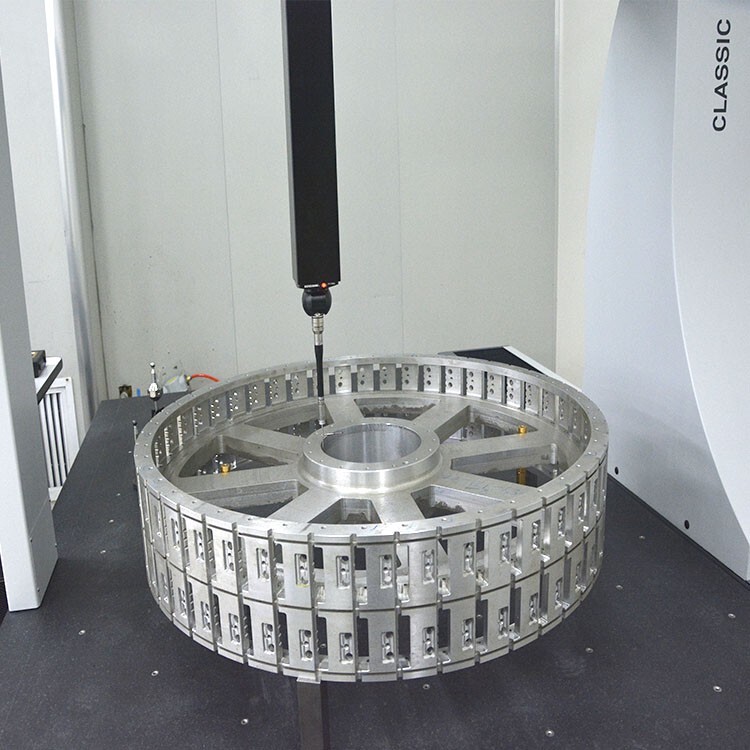
三坐标尺寸测试是一种利用三坐标测量机(CMM)对工件进行空间尺寸测量的测试方法。。。。。。。。
针对大型工件或重型工件,三坐标测量机可采用龙门式、桥式等不同结构形式,以适应不同的测量场景。。。。。