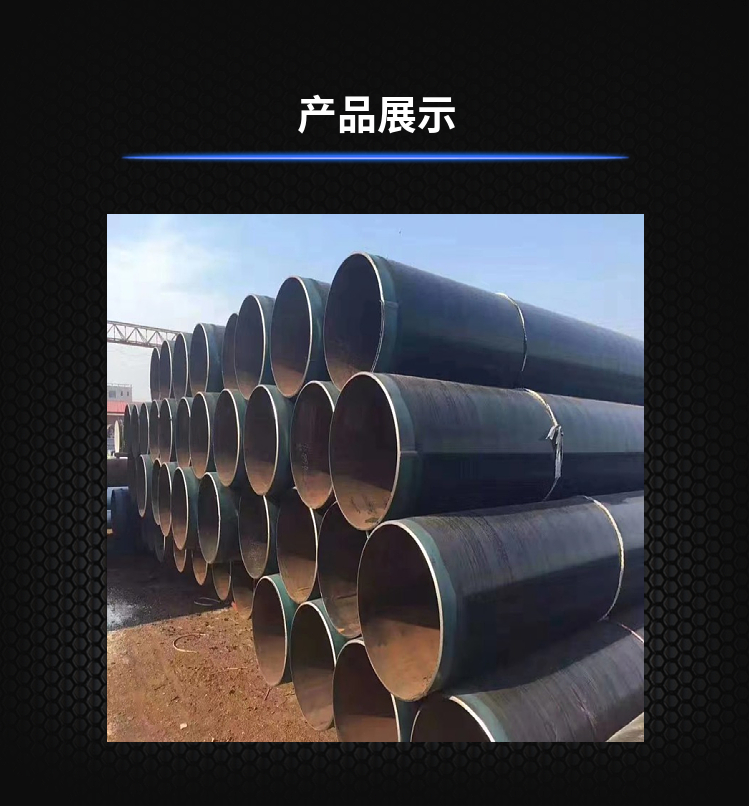
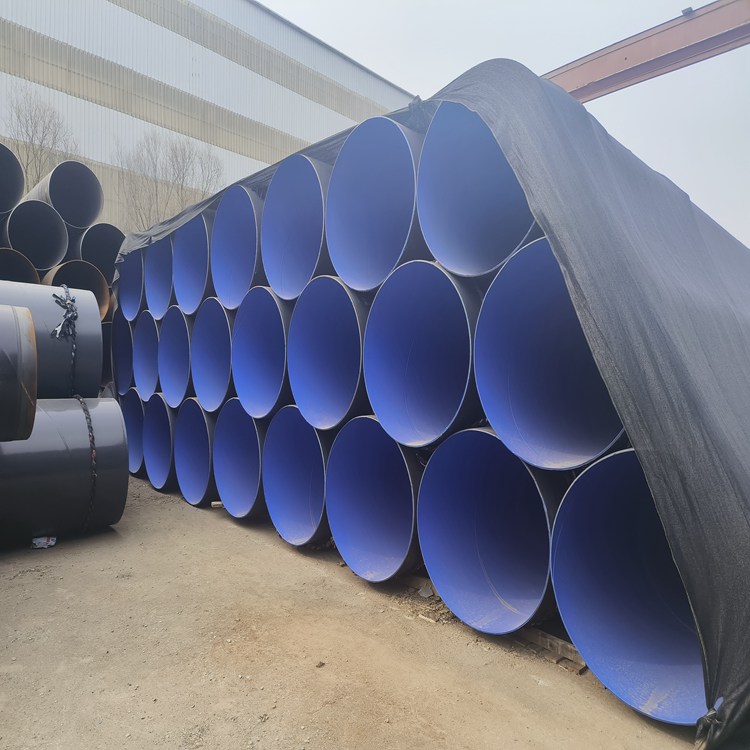
3pe防腐燃气管道8710防腐钢管保温管道按图制作
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费












施工中先开启传动线,再开启中频感应预热装置,以免出现钢管局部过热的情况;钢管经过传动线进入中频加圈,远红外测温仪测其温度状况,将温度控制在所需范围内,时时监测钢管的温度,生产运行情况记录下来;工作人员定时观察冷却水情况以及工作电压的运行情况,如发现异常情况马上停机处理无缝钢管按照断面形状,分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状,直径达900mm,直径为 4mm螺旋管材质:Q235A,Q235B,Q345B,L245,L360,X70,X800Cr13、1Cr17、00Cr19Ni11、Q345、L245、L290、X42、X46、X70、X80.按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,外控或内控辊式成型,焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制
焊缝余高≤3.18mm t≤12.5 t≤3.2mm t>12.5 t≤4.8mm;直 度≤0.2%L管端状态坡口角30°-- 35°;顿边1.59±0.79mm;切斜≤1.59mm;随圆度D>508 ±1.0%D;无损探伤X射线或超声波加管端X射线检验钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的
钢管知识:直缝钢管扩径初步整圆阶段,扇形块打开直到所有扇形块都到大口径钢管,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管初步整圆,一般用的扩径机属于直缝金属焊管设备,它是用锥体扩胀头,在钢管内扩胀,达到去除大口径钢管的成
直缝钢管制作工艺也有很多种,包括锻和模锻等两种,主要应用于大型材和截面尺寸较大的材料,还有一种是已轧制成型的金属通过孔模拉拔度尺寸无缝钢管需要进行检验的东西是比较多的,尤其是出厂之后都是要进行质检的,对于无缝钢管的各个环节和各个型号都是要进行不断地去检验液压试验:钢管应逐渐进行液压试验,不得出现渗透带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录