佛山供应筛板冲床送料机联系方式
-
面议
及时发货
交易保障
卖家承担邮费
工作台有无贴塑,导轨磨擦时会产生细小的铁粉或切削进入,贴塑导轨耐磨性强,材质软,可使其融入塑轨内,减少导轨的磨损量,所以贴塑导轨寿命要长于未贴塑导轨。用户可根据自身情况,选择硬轨或线性导轨。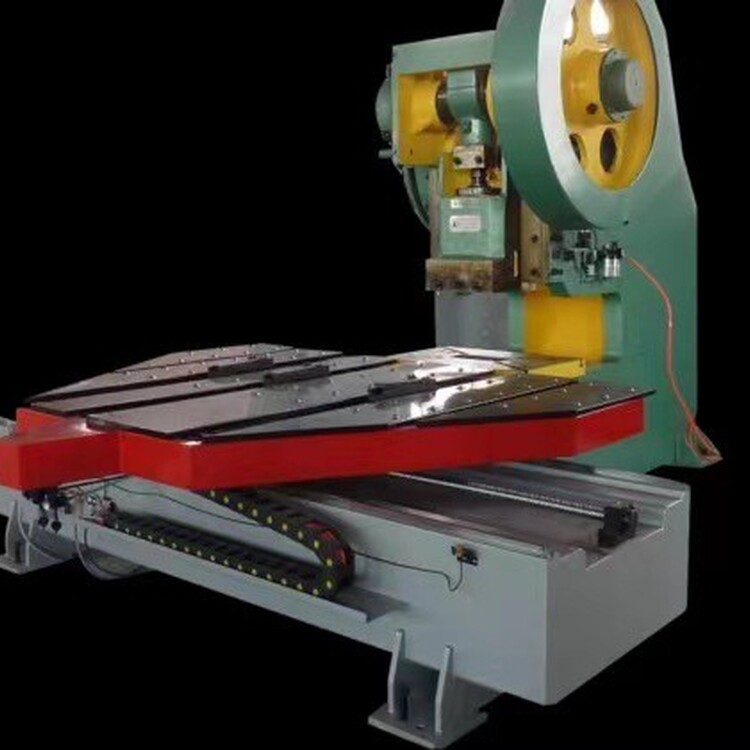
冲床加工需要设置好模具以便更好完成冲压生产,如果模具损坏会影响到生产质量,而且模具要是频繁更换磨损太快也会带来成本上的损失。为了能够更好节约成本,避免模具磨损太快的问题。我们在使用冲床时除了定期维护设备外,在使用期间也要做好检查再使用。
数控冲床模具磨损过快的主要原因: ①模具间隙小,一般建议模具总间隙为材料板厚度的20%和25%。 ②)数控冲床模具中性不好,包括模座和模具导向组件以及转塔镶嵌精度不足。 ③凸模温度过高,主要是同一模具连续长时间冲压导致冲头过热。 ④模具刃磨方法不当,导致模具退火,磨损加剧。 ⑤局部单边冲切,如步冲、冲角或剪切时,铝合金门窗配件的侧向力会使冲头向一侧倾斜,减小该侧间隙,造成模具严重磨损。如果机床模具安装精度不高,冲头会严重偏离上模,对凸模和凹模造成损坏。
NC送料机安装与调试相对于更简单方便,没有过多的繁杂步骤,哪怕是次安装也无需花费大量时间,但是安装好后调试不正确或材料本身问题时,送料机难免会出现送料不准、材料跑偏的现象。而较为常见的问题是材料在输送过程中出现的打滑跑偏现象。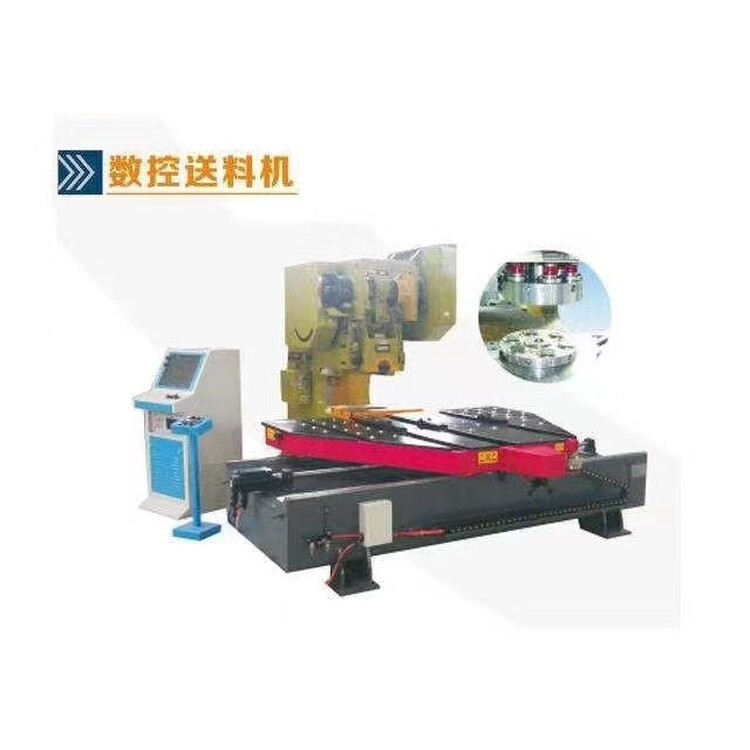
数控送料机材料跑偏不到位等故障解决方法
1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。 2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。 3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。 送料机放松不顺。检查模具内定位导销是否作用不良,放松时间不正确,偏心轴、放松轴失油卡死,按实际情况进行处理。
偏摆送料机传动部件使用日本进口PLC控制系统,两套安川伺服马达的电控系统,其中一套伺服马达系统与送料滚筒用同步带轮连接,实现对送料滚筒的定准控制;另一套伺服马达系统与精密滚轮丝杆用同步带轮连接,完成的左右移动动作,在连续冲压过程中,边与边的小距离可设定在0.5mm以内。偏摆送料机送料误差可控制在正负0.08mm以内,以满足越来越高的加工要求。