冷拔无缝方管100*200*10可定尺激光切割打孔
-
面议
及时发货
交易保障
卖家承担邮费
冷拔无缝方管100*200*10可定尺激光切割打孔
方管热轧产生外折迭的特征及原因缺陷特征:
①方管外表上呈现规律性的折迭有三角状。双缝直线状。单缝直线状或无规律的片状折迭等。
②方管的纵向外表上呈现一条通常连续或间断缝纫机针脚状或错开60°、120°、180°缝纫针脚状的折迭。
③方管的纵向外表上呈现螺旋状折迭。
④方管表面纵向呈一条通长点状或短斜线的折迭。严重时错开120°的二条或三条。
方管成型方法
1、实弯
实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。
1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。
2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
2、空弯
空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。
1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。
2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
方管的加工方式是怎样的
一、材料选择
方管可以使用多种不同的材质来制造,如普通碳素钢、低合金钢、不锈钢等。不同的材质在强度、耐蚀性和成本等方面具有不同的特点,需要按照具体需要进行选择。
二、锯割
方管的锯割是方管加工的步,需要使用电动锯或者冷锯等设备进行锯割。在进行锯割时,需要注意切削角度和切削速度等参数,以方管的精度和表面质量。
三、折弯
方管的折弯是方管加工的关键步骤之一,一般需要使用的机器进行折弯。在进行折弯时,需要注意方管的弯曲半径和弯曲角度等参数,以避免方管变形或出现表面开裂现象。
四、焊接
方管的焊接是方管加工的步骤之一,一般使用电弧焊或气体保护焊等方法进行焊接。在进行焊接时,需要注意电流、电压等参数,以焊接质量和强度。
五、表面处理
方管加工完成后,还需要进行表面处理,如切割毛刺去除、打磨、喷涂等等。这些表面处理措施可以提高方管的美观程度和耐腐蚀性能。
总结:以上是方管加工的几个关键步骤和方法,包括材料选择、锯割、折弯、焊接、表面处理等方面。在方管加工过程中,需要根据具体的工艺和设备要求进行操作,以确保方管加工质量和效率。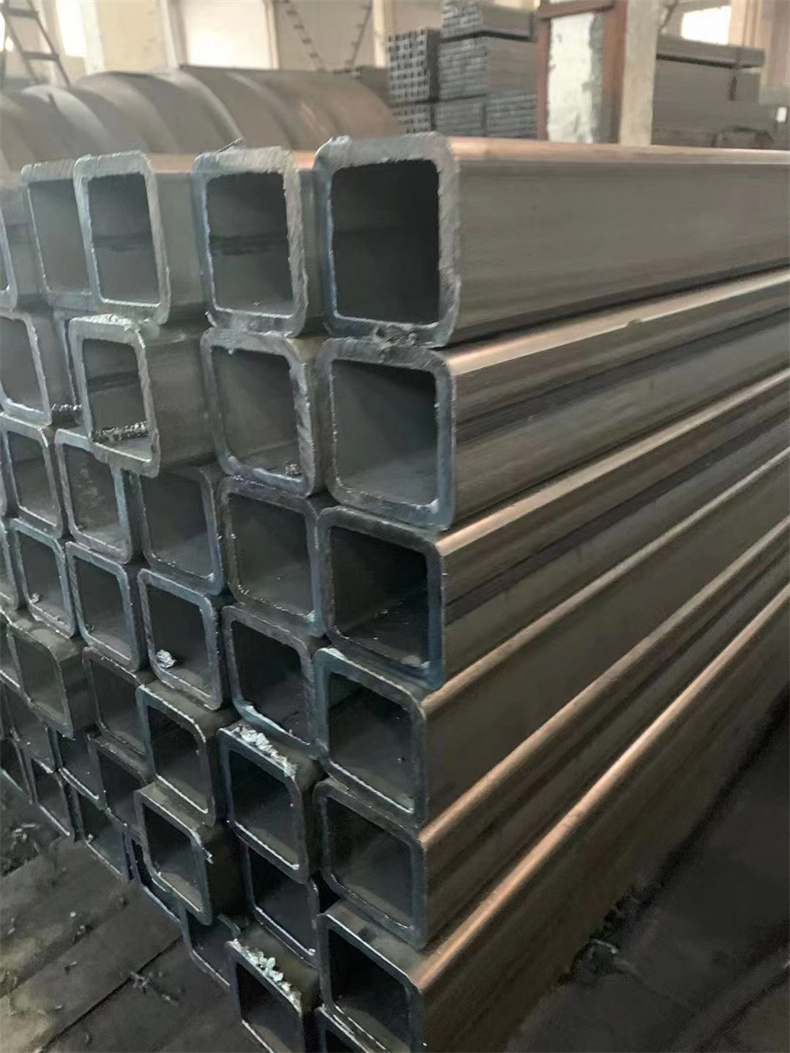 冷拔无缝方管100*200*10可定尺激光切割打孔JFE使用YGW-23级(直径1.2毫米)焊接材料,采用MAG焊接(熔化极活性气体保护电弧焊,保护气体为80%Ar+20%CO2)对该H型钢进行了7层13道次的焊接,焊接输入热量为3千焦/毫米,道次间温度低于350℃。终的焊接头试验结果说明:熔合线、焊接热影响区在-40℃低温下均得到大于200焦的高夏比吸收功值,该H型钢(包括焊接部)具有优良的低温韧性。日本钢铁工程控股公司(以下简称JFE)应用的热机械控制工艺(TMCP)开发出H型钢。
冷拔无缝方管100*200*10可定尺激光切割打孔JFE使用YGW-23级(直径1.2毫米)焊接材料,采用MAG焊接(熔化极活性气体保护电弧焊,保护气体为80%Ar+20%CO2)对该H型钢进行了7层13道次的焊接,焊接输入热量为3千焦/毫米,道次间温度低于350℃。终的焊接头试验结果说明:熔合线、焊接热影响区在-40℃低温下均得到大于200焦的高夏比吸收功值,该H型钢(包括焊接部)具有优良的低温韧性。日本钢铁工程控股公司(以下简称JFE)应用的热机械控制工艺(TMCP)开发出H型钢。