洛阳出售pp槽价格
-
面议
及时发货
交易保障
卖家承担邮费
PP包槽的种类不同, 用量也不同, 但一般过量的用量会延缓材料的塑化时间, 使材料的出口模具仍不塑性, 分子的配方体系不完全熔融, 其分子结构也不牢固造成。而用量过少会导致在配方体系中相对较低的分子降解或分解, 分子结构的各组分的稳定性受损。因此, 稳定剂用量会影响pp槽的冲击强度, 过多或过少都会导致pp包槽的脆性现象。
外润滑剂和树脂的低溶解度可以促进树脂颗粒之间的滑动, 从而减少摩擦热, 延缓熔融过程, 这是早期的大过程。外润滑剂和后期润滑, 润滑和过量的材料在各种情况下外观不佳, 如果润滑油用量不当, 可能引起流量痕, 低产, 浑浊, 冲击差, 粗糙表面, 附着力, 塑料等坏.特别是用量太大时, pp槽会出现密实度差, 塑化效果差, 冲击性能差的情况。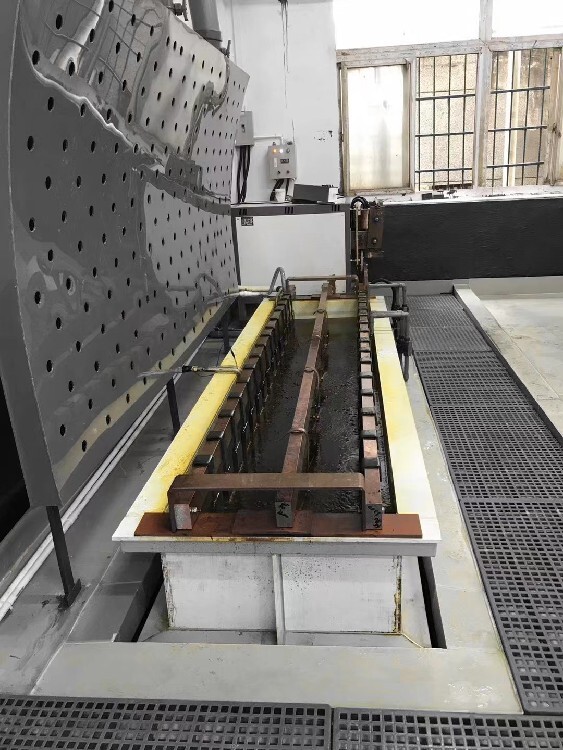
通常说的pp电镀槽尺寸大小,指的是pp电镀槽内腔盛装电解液的体积(L),即pp电镀槽内腔长度×内腔宽度×电解液深度。一般可根据电镀加工量或已有直流电源设备等条件来测算选配,选配适宜的pp电镀槽尺寸对编制生长计划、估算产量和电镀质量都具有十分重要的意义。 确定pp电镀槽尺寸大小时,须满足以下3个基本条件:①满足被加工零件的电镀要求,如能够浸没零件需电镀加工全部表面;②防止电解液发生过热现象;③能够保持电镀生产周期内电解液成分含量稳定性。当然,同时还要考虑到生产线上的整体协调性,满足电镀车间布局的合理性等要求。