温州晶圆挑片器厂家
-
面议
及时发货
交易保障
卖家承担邮费
现有晶圆片生产过程中,需要从一道生产工序转移到下一道生产上,现有技术中依靠人力进行传送,传送过程的耗费人力,且人为传送力道不能掌握,容易造成破片。为此,我们提供了一种自动晶圆传片器以解决以上问题。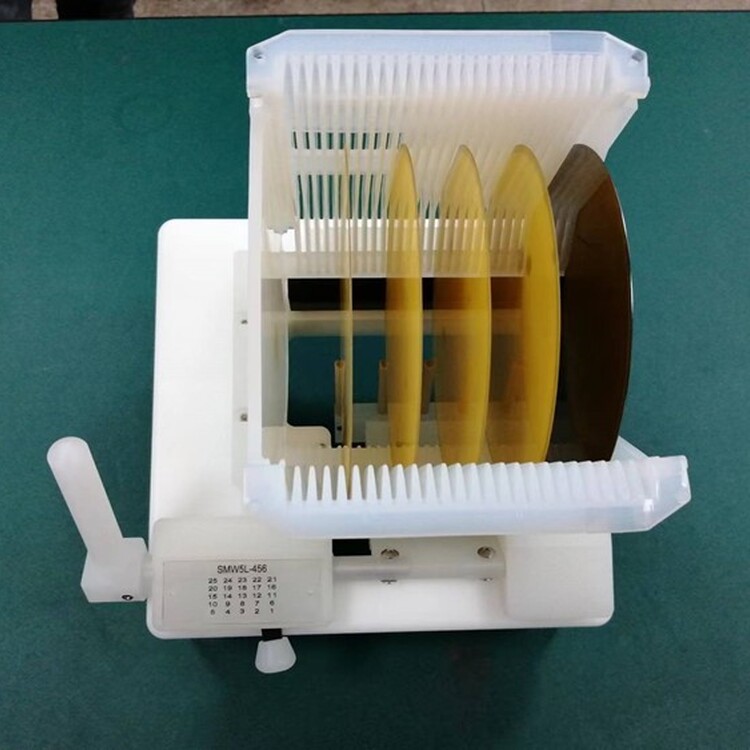
很长一段时间,锯切一直是被广泛使用的传统的切割方法,其大的优点就是可以在短时间内切割大量的晶圆。然而,如果切片速度大幅提高,小芯片边缘剥落的可能性就会变大。因此,应将叶轮的旋转次数控制在每分钟30000次左右。
在切片或任何其它磨削过程中,在不超出可接受的切削质量参数时,新一代的切片系统可以自动监测施加在刀片上的负载,或扭矩。对于每一套工艺参数,都有一个切片质量下降和BSC出现的极限扭矩值。切削质量与刀片基板相互作用力的相互关系,和其变量的测量使得可以决定工艺偏差和损伤的形成。工艺参数可以实时调整,使得不超过招矩极限和获得大的进给速度。
切片工序的关键部分是切割刀片的修整(dressing)。在非监测的切片系统中,修整工序是通过一套反复试验来建立的。在刀片负载受监测的系统中,修整的终点是通过测量的力量数据来发现的,它建立佳的修整程序。这个方法有两个优点:不需要来佳的刀片性能,和没有合格率损失,该损失是由于用部分修整的刀片切片所造成的质量差。
以稳定的扭矩运转的系统要求进给率、心轴速度和冷却剂流量的稳定。冷却剂在刀片上施加阻力,它造成扭力。新一代的切片系统通过控制冷却剂流量来保持稳定的流速和阻力,从而保持冷却剂扭矩影响稳定。当切片机有稳定的冷却剂流量和所有其它参数都受控制时,维持一个稳定的扭矩。如果记录,从稳定扭矩的任何偏离都是由于不受控的因素。这些包括由于喷嘴堵塞的冷却剂流量变化、喷嘴调整的变化、刀片对刀片的变化、刀片情况和操作员错误。
通常来说,对于小芯片减薄划片时使用UV膜,对于大芯片减薄划片时使用蓝膜,因为,UV膜的粘性可以使用紫外线的照射时间和强度来控制,防止芯片在抓取的过程中漏抓或者抓崩。若芯片在减薄划切实之后,直接上倒封装标签生产线,那么好使用UV膜,因为倒封装生产线的芯片一般比较小,而且设备的顶针在蓝膜底部将芯片顶起。如果使用较大粘性剥离度的蓝膜,可能使得顶针在顶起芯片的过程中将芯片顶碎。