上海热管散热器市场报价,直型空气电热管烤箱干燥设备
-
面议
及时发货
交易保障
卖家承担邮费
铜铝暖气片液冷散热器比纯铝得到更好的抗腐蚀、耐高压特性;2.纳米特镀层,成本费用低,耐蚀性,耐热性,耐磨性能远远基本表层处理方法;3.结构紧凑,转速高,传热集中化;4.大部分无模具费用造成,生产批量不受限制,成本费用低;5.漏油风险小,而且能够承受10kg/cm²之上压力。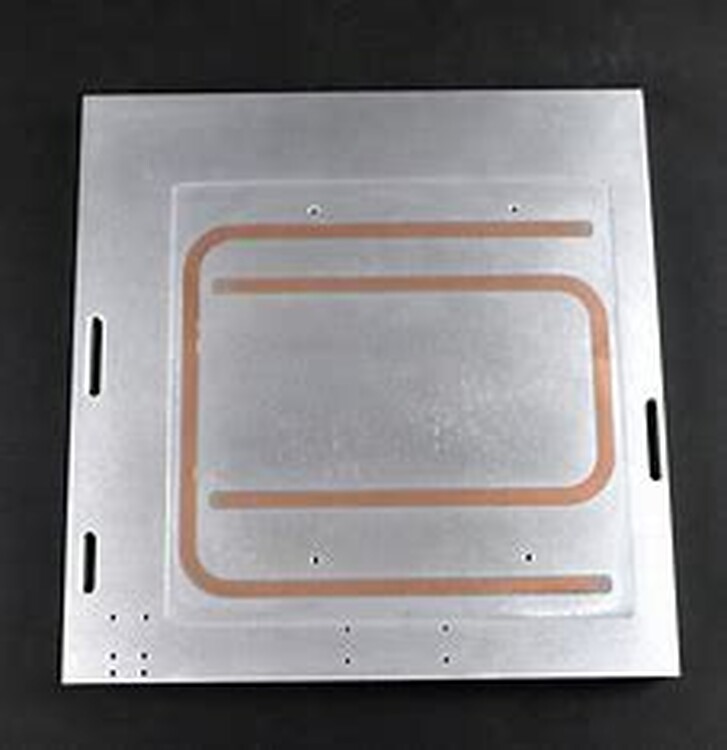
新能源技术(充电设备)、新能源技术(车辆)、电力电子技术、开关电源(感应加热设备、电镀电源、后备电源整流器、变频电源、开关电源电路、品开关电源,激光发生器等)、IGBT、SVG、SVC、APF、MOS管、变频调速器、逆变电源、自动焊接设备、广播节目通信、仪表设备、控制箱、调功器、软起动、LED、电子器件、、铁路线、航空航天等。
车载式逆变电源由车载点烟器导出,为20。W,40W,80W,120W到150W输出功率规格型号。更多的输出功率变频电源一定要通过电极连接线传送到充电电池上。可以将电器产品传送到电压转换器的输出端口,还可以在汽车上使用各种家用电器。可以使用的家用电器有:手机上,笔记本,数码照相机,相机,照明灯具,电动刮胡刀,CD机器,电子游戏机,便携式电脑,气动工具,车载小冰箱,各种各样度假旅游,露营,医疗救援家用电器这些。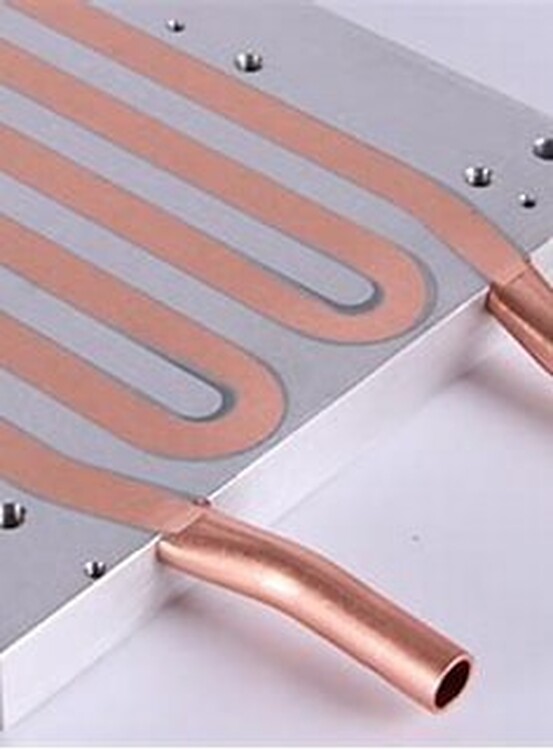
提升冷板的散热性能主要依靠: 1)改善流场。使流体在流道内有足够长的回路(要考虑符合的压降,以免影响流量),流道内的液体吸热均匀,通常采用的方法有:Pin fin组,扭旋片,wave channel等。 2)增加吸热面积。流体接触冷板吸热端的面积足够,吸热效果才能更好。增加面积的方法有:skiving, CNC铣槽,crimp fin,铝挤压fin片等。 3)冷板吸热面平面度、粗糙度及厚度。由于工业冷板的功耗通常都比较大,以千瓦级计,所以冷板的平面度、粗糙度及厚度都对冷板的热阻有很大的影响。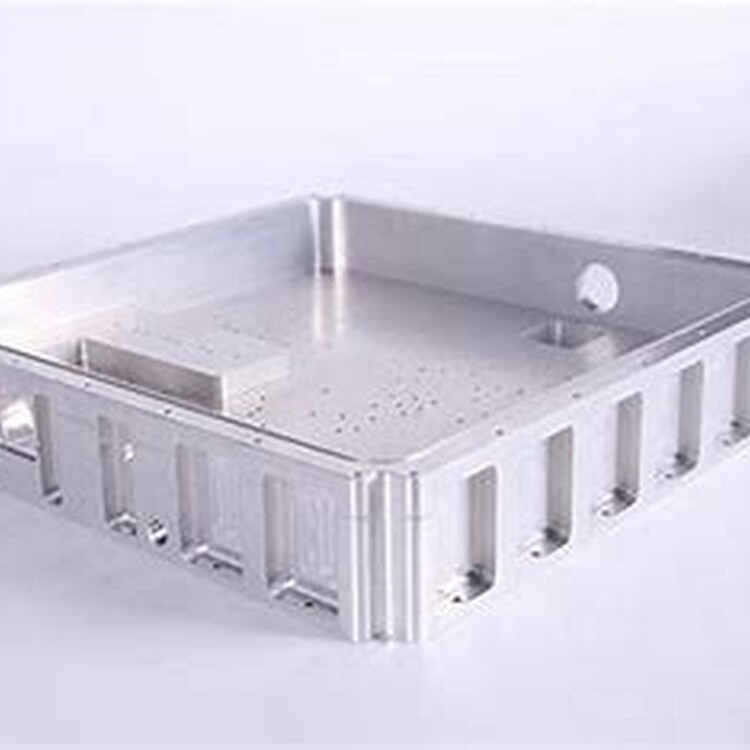
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。
冷板因为要布置流道,所以通常采用上下板块结合的方式,基体采用CNC机械加工流道或者大批量制造的压铸基体及铸造与埋管的结合工艺,另外也可以辅助其他的如深孔加工的方式;盖板采用CNC机械加工或者其他诸如冲压、水切割等方式制作。基体与盖板采用焊接的方式加以连接,形成一体化的水冷板。焊接面和管道结合孔尽量避开吸热面;管道接头依客户要求,需要考量螺纹连接方式,规格,强度等。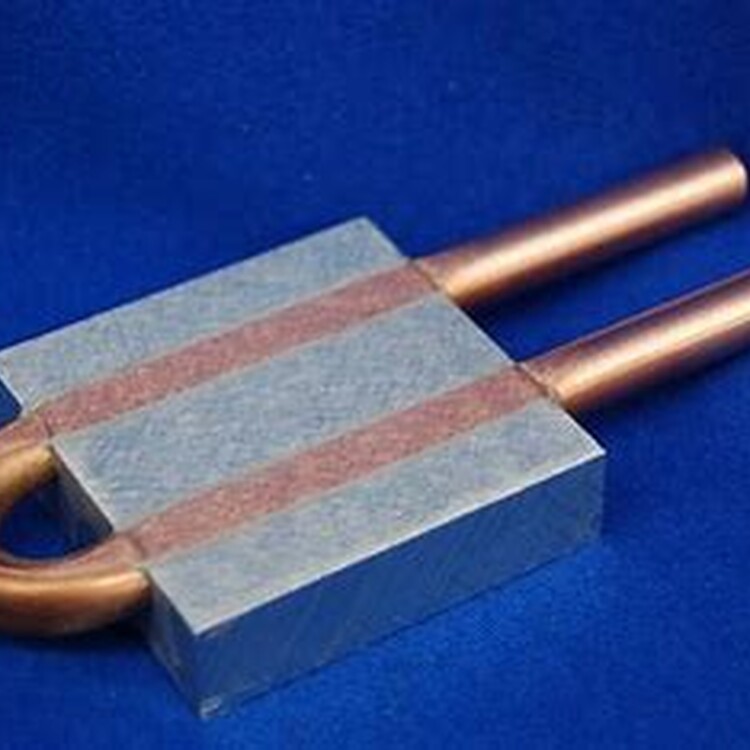
焊接设计要注意: Ø采用氩弧焊接需要开适合焊接的斜坡口; Ø钎焊、搅拌摩擦焊需要严格控制焊缝的间隙,间隙在0.05~0.10mm之间; Ø无论何种焊接方式对焊料的选择都焊料与母材的材质相近,否则因产品处于盐溶液当中产生原电池反应腐蚀焊缝。 Ø对于焊接会产生变形,焊接前产品需对厚度留有余量,以免后加工使产品尺寸无法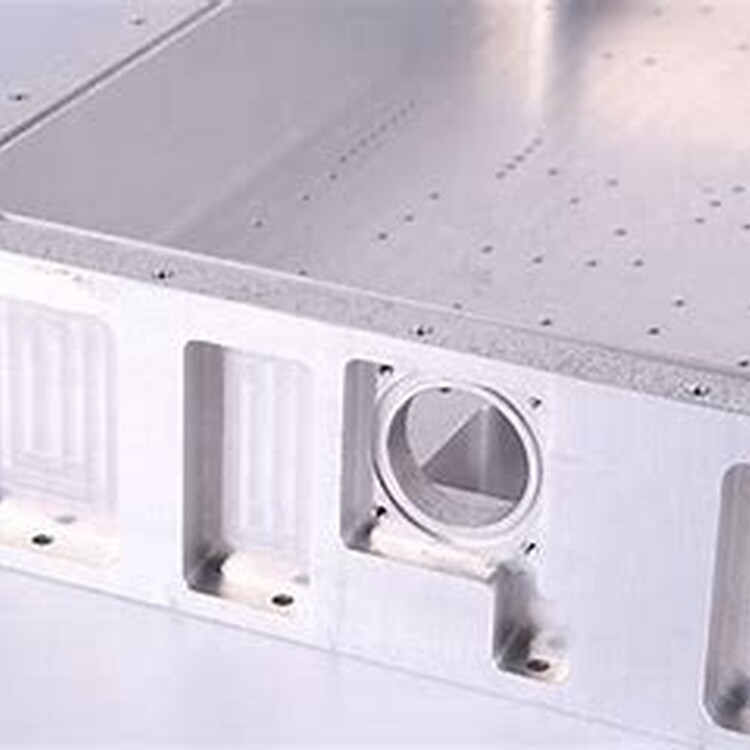
水冷板的承压和泄漏测试 1)依照客户规格对产品性能进行测试 2)承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。 Ø干燥的空气通入产品,保压2小时,产品放入水中或者焊缝涂上肥皂液观察产品是否泄露。鉴于气体的可压缩性,气体测试通常比较危险,产品若承受不了气体的高压,压缩气体瞬间释放能量会产生爆炸,该方法在实际操作中较少使用 Ø蒸馏水或者纯净水通入产品,保压2小时,产品置空气中观察是否渗水或冒水。许多细小的泄露通常会冒极小的水珠,观察上时好用放大镜在灯光下观察。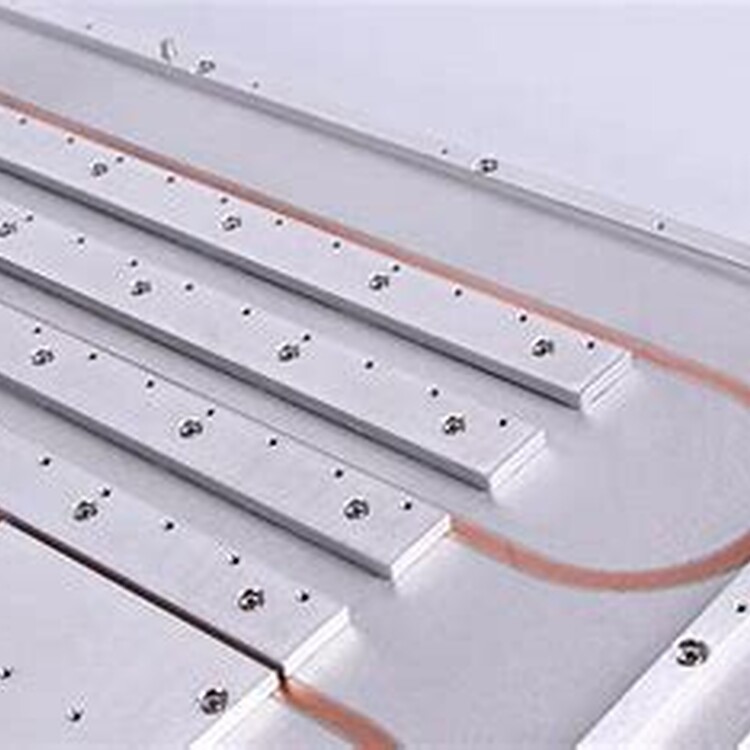
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)