浙江绍兴振动时效仪型号,振动时效设备
-
面议
及时发货
交易保障
卖家承担邮费
振动时效工艺原理:
振动时效起源于敲击时效,是通过的时效设备,使被处理的工件产生共振。通过共振将一定的振动能量传递到工件的所有部位,使工件内部发生微观的塑性变形。歪曲的晶格逐渐恢复平衡状态,从而使工件内部的残余应力得以消除和均化,终防止工件在加工和使用过程中变形和开裂,工件尺寸精度的稳定性。
振动时效技术适用范围:
振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。
振动时效整机组成部分及相关特点
振动时效设备是由控制器、激振器、传感器、弹性胶垫、打印系统、附属装卡工具及相关连接线组成。操作简单,使用方便。随着节能减排意识的日益普及和振动时效技术本身的实际效果,振动时效设备越来越多的应用到生产流程之中,是目前国内消除残余内应力不可或缺的实用设备。实践证明振动时效替代热时效后可节约能源90%以上,提高抗变形能力30%以上,尺寸稳定性提高30%以上,疲劳寿命提高20%以上。时效时间一般只需15—40分钟,且不受工件重量限制、大小限制。可安排在任何工序之间。具有投资少、使用成本低、操作简单等优点,越来越多的应用于生产加工过程中。
振动时效工艺过程:
1、 振前处理:设备自动寻找工件的共振峰,并把振前a-n过程曲线存储起来,由分析程序确定激振频率,过程和曲线会显示在液晶屏上。
2、 时效处理: 设备自动进行,根据不同工件自动决定处理时间,并把a-t过程曲线存储起来,过程和曲线会显示在液晶屏上。
3、 振后处理: 设备自动对处理后的工件进行振动扫描,并把振后a-n曲线存储起来,过程和曲线会显示在液晶屏上。
4、 打印处理:把a-t,振前a-n,振后a-n曲线打印出来,供对比、判断和留存。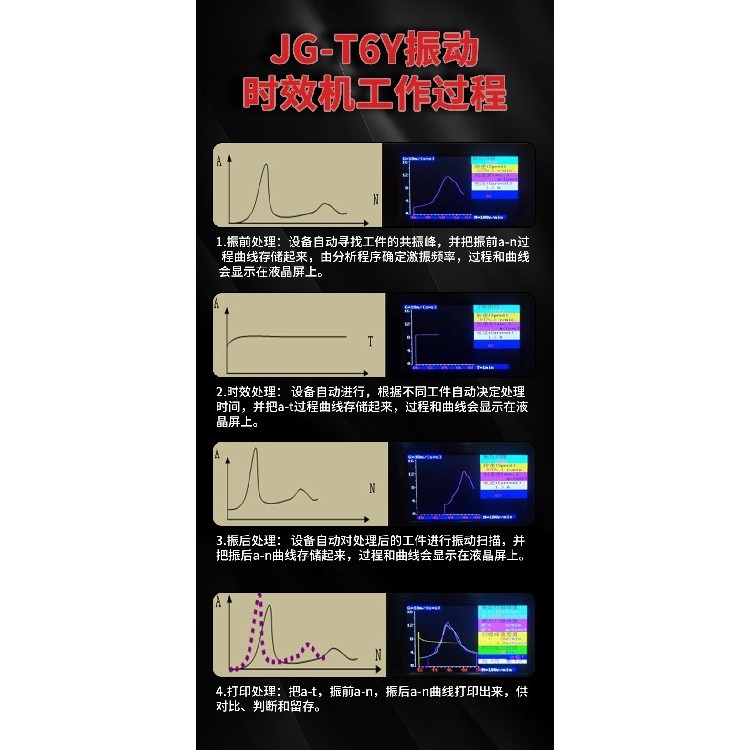
济南九工机电设备有限公司是:JG-T6Y振动时效机、应力检测仪、超声波焊接应力消除设备生产厂家
我公司产品多用于:焊接应力消除、铸造应力消除、金属残余内应力消除。
振动时效适用范围:焊接去应力、铸造消除应力、机加工振动去应力、方管焊接消除应力、钢结构消除应力、补焊消除消除应力、大型焊接结构消除应力、金属机加工后消除应力、锻压机床、剪板机、折弯机、桥梁结构、铝合金制品、不锈钢焊接、板焊去应力、非标焊接消除应力、金属去应力、防爆开关电器、人防门设备消除应力、智能机械装备制造消除应力
消除工件残余应力的方法有三种,即自然时效、热时效和振动时效。
自然时效是将工件放在露天地,经风吹、日晒、雨林等大自然半年或一年甚至更长的时间来消除残余应力的方法。在工件尺寸稳定性上要好于热时效和振动时效,同样缺点也很明显,比如:1、生产周期太长,2、积压资金,3、占用场地。
热时效是给工件不断加温,升到一定温度后再保温一段时间然后降到室温。工件经过温度的变化残余应力就被消除了。热时效效果虽好但受工件的尺寸、形状以及材质(比如不锈钢产品)等很多因素的影响。
振动时效是现在比较常用的一种消除工件内部残余应力的方法。它是通过共振的力量使工件内部的残余应力得到消除和均化,终达到尺寸的稳定性。相比自然时效和热时效,振动时效的特点比较明显:1、生产周期短,振动时效一般十几分钟。2、节能环保。3、投资少,一次投资终生享受。4、使用方便,操作简单,不受工件材质、形状和大小的影响,
铸造应力的消除
冷却后的铸件若残留有较大的内应力,或对尺寸稳定性要求较高的铸件,可用消除内应力的方法处理。
1.自然时效。将铸件露天放置半年至一年多,可以自然但非常缓慢地变形,使残留应力松弛或大部分消除。虽然不需要任何附加设备,但生产周期长占地面积大,而且消除残留应力不。但这种方法时间久,效率低,不能满足市场需求,已经逐渐被淘汰。
2.加热时效。将铸件加热到合金的弹塑性状态的温度范围,保持一段时间,待应力消失后,再缓慢冷却到常温。这种方法工艺复杂,需要根据工件的结构、材料等进行不用的冷却温度、冷却速度、保温时间等参数的选择,一个参数处理不好就会导致去应力失败,甚至降低强度。
3.振动时效。将工件安置到平台上进行振动时效处理30-40min,可以消除30%以上的应力,能有效降低应力峰值,有效防止变形。这种方法周期短、灵活性好、环保,还会增强工件强度,是值得推广使用的一种方法。
什么是振动时效?
振动时效,是用振动时效设备,按照振动时效技术国家标准,使金属工件在半小时内,进行数万次较大振幅的亚共振振动,产生微观塑性变形,释放残余应力,防止应力变形的革命性时效高新技术,广泛用于铸件、焊件和机械加工件等工件的时效处理。
振动时效设备是一种通过共振原理,对金属构件的内应力进行消除、均化的应力消除设备。经过多年发展,已成为机械加工制造业不可或缺的产品。致力于金属残余内应力的消除和检测,研发和生产消除应力设备和检测应力设备。其中包括振动时效设备、超声波冲击设备、应力检测仪。