天津9棱打捆机滚筒管打包机管薄壁梅花管产地
-
≥1吨¥3800.00
及时发货
交易保障
卖家承担邮费
天津9棱打捆机滚筒管打包机管 薄壁梅花管产地
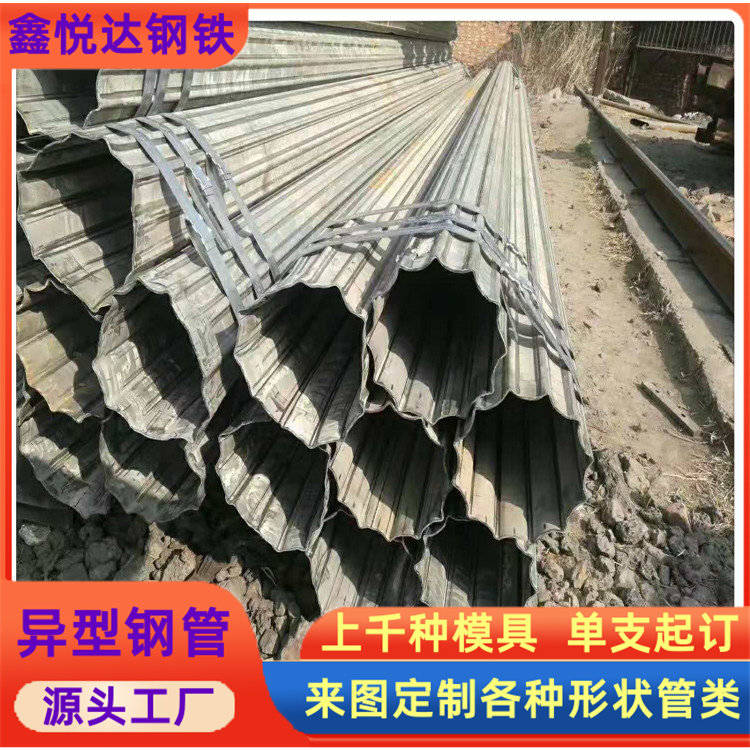
异型钢管连续法磁粉探伤的实际操作次序①预备处理,消除钢件表层植物油脂、污渍、氧化皮等,使钢件表层整洁;②将异型钢管放置于适度的部位并浇上磁悬液;③明确磁化电流量并在接电源磁化的另外释放磁悬液;④先终止释放磁悬液后终止接电源磁化;⑤观查并纪录探伤结果;⑥对去磁的钢件开展去磁;⑦后处理工艺,将历经探伤的钢件归类堆积。剩磁法磁粉探伤的操作流程是:①预备处理;②接电源磁化;③释放磁悬液;④观查并纪录探伤结果;⑤去磁;⑥后处理工艺。异型管定做冷拔异型管批发钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。 
山东鑫悦达方管厂是一家集生产销于一体,以方管、异型管为主营产品的大型钢材企业,异型管、扇形管、椭圆管、滚筒管、面包管、马蹄管、八角管、六角管、八字管、梅花管。T型管、三角管等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备异型管库存10000多吨。
卷轧中厚板轧机有3种生产工艺:1)单张钢板往复轧制方式(轧制厚度>2mm的厚钢板时)。该种方式同常规的中厚板生产工艺,轧件既不进卷取炉,也不进卷取机。卷轧钢板方式(轧制厚度≤2mm的中厚钢板时)。该种方式使用板坯较长,先在轧机上经反复可逆轧制,当轧件厚度<25mm时,长轧件进入轧机入口或出口卷取炉进行保温,经往复轧制,终轧至成品厚度,但不进卷取机卷曲。然后从出口卷取炉下面送往飞剪剪切成长度<5m的母板长度,再经热矫直机矫直,冷床冷却,在精整线剪切成定尺长度钢板。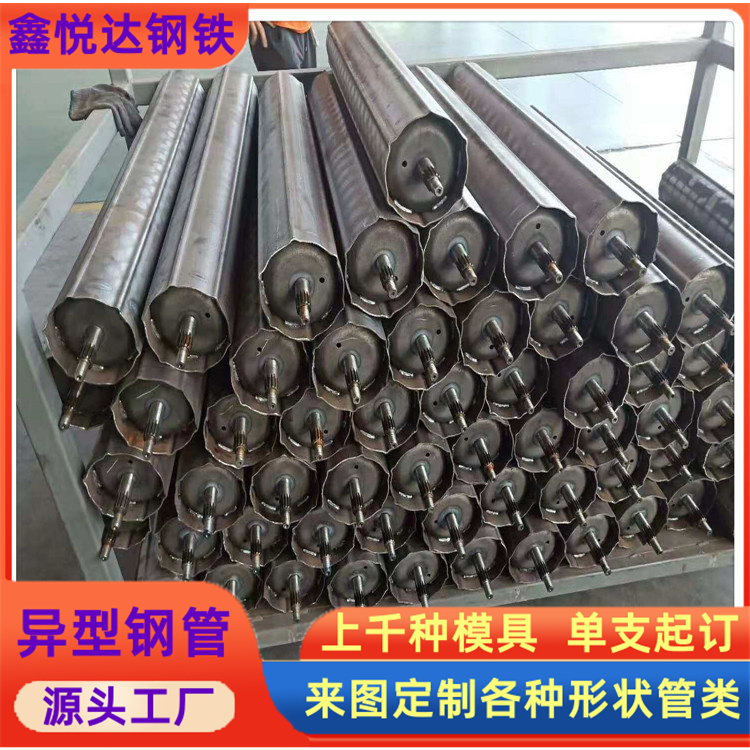
(六)启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到,遵守“缩颈”的现象。试样断裂立即停止,记录的负荷值;
(七)取下异型钢管拉伸标本、记录纸;
(八)用游标卡尺测量断后标距及缩颈处直径。异型管-无缝异型管-冷拔异型无缝管异型管为经济断面钢管。异型管包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型管更能适应使用条件的特殊性,节约金属和提高零部件制造的劳动生产率。异型管广泛应用在、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉制造等方面。生产异型管的方法有冷拔、电焊、挤压、热轧等,其中冷拔法得到了比较广泛的应用。
以“客户的成功,才是我们的成功”的经营准则为广大客户质的服务。
天津9棱打捆机滚筒管打包机管 薄壁梅花管产地
异型钢管生产加工原理:
依照要求对异型钢管开展电焊焊接正中间查验的焊接,无损检测技术应在外形查验达标后开展,方射线拍照及超声波检测应在表层无损检测技术后开展,经检测的焊接在鉴定达标后才可再次开展电焊焊接。精密异型钢管的管路上被补强圈或橡胶支座垫块遮盖的对接焊缝,应开展射线检测,达标后材可再遮盖。 异型钢管焊接外形基础规定:精密异型钢管无损检测技术前,焊接外形查验应符合规定。对精密异型钢管焊接外形和对接焊缝工艺性能的一般规定如下:
1.不允许有裂纹,未焊接、出气孔、焊瘤、溅出存有;
2.精密异型钢管设计方案的温度小于-29度的管路,不锈钢板和淬硬趋向很大的精密异型钢管表层,不可有错口状况。别的材料管路焊接错口深层应超过0.5mm,持续错口长短应不超过100毫米,且焊接两边错口全长不超该焊接总长的10%。
3.精密异型钢管的焊接表层不可小于管路表面,焊接错边量,且不超过3mm,为对接缝校核后焊缝的很大总款。复验结果不过关(包含初验结果显微镜结构不过关,不允许复验的新项目)的精密异型钢管,供即可逐根递交工程验收,或再次开展热处理工艺(再次热处理工艺频次不超出二次),以新的一批明确提出工程验收。
4.对接焊缝错边应不超博后的10%,且不超2mm。 异型钢管的平时原理主要是根据纱布上的小石子造成工作压力,在转速比之中开展的表层研磨,根据纱布的左右挪动对产品工件的左右表层往返切削,做到一定实际效果,自然在研磨全过程时要持续的加润滑脂,开展制冷,以防危害产品工件表层生产加工品质。那样的产品仅仅初加工的产品工件,要想紧密度的商品还需开展深度加工解决。