蚌埠容器板数控切割-中厚板切割品质
-
≥5吨¥1800.00
-
3-5吨¥1800.00
-
1-3吨¥2000.00
及时发货
交易保障
卖家承担邮费
蚌埠容器板数控切割-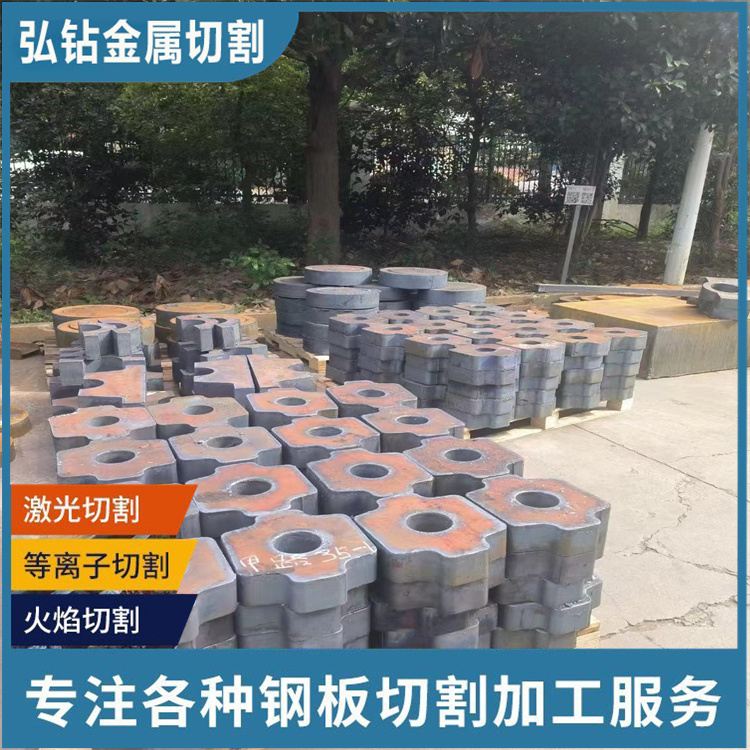
一、影响钢板切割艺参数1.焦点焦点是影响切割的重要因素之一,焦点的高低决定了切割缝隙的大小,不同厚度的板材焦点抬升降低的高度不一样。2.气压气压越大端面越差,气压小切反渣或挂圆渣。3.功率碳刚功率不能太大,薄板1500W以下,功率越大激光模式越不,切割的端面差。
钢板切割-钢板零割 对于削减成本,这里是火焰切割和等离子切割的。1火焰切割初期投资小,后期成本更高一般要求火焰切割,少量电量(电量消耗相当于家用电饭煲的耗电量)),一小时约一个力量。此外,火焰切割需要大量的气体和氧气,这也是火焰切割所需的主要消耗品。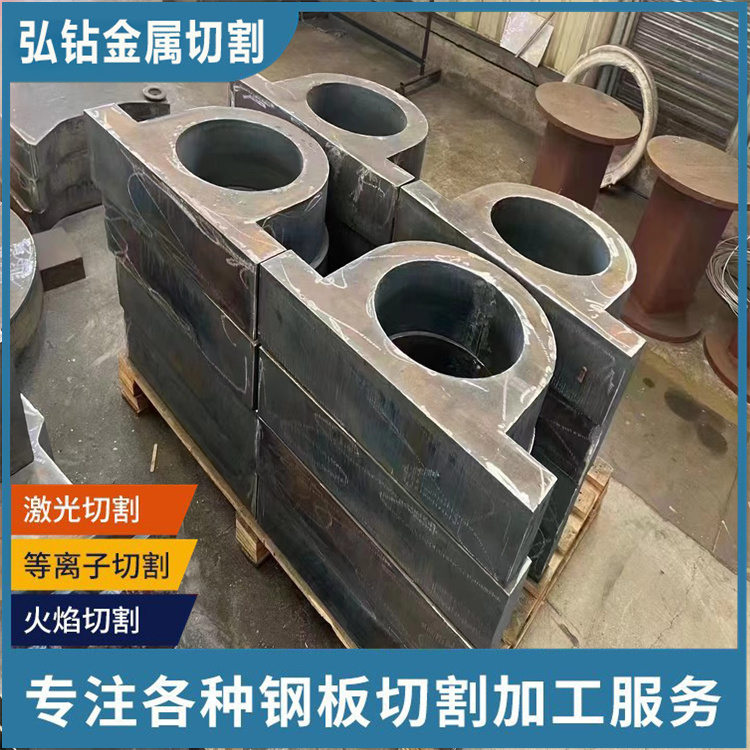
蚌埠容器板数控切割-中厚板切割 品质好消息!!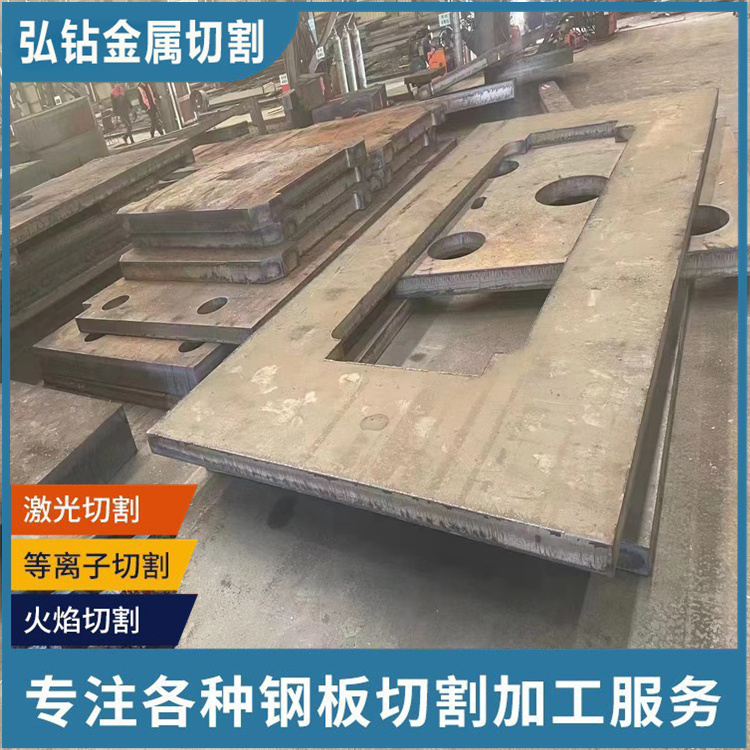
数控钢板切割加工没有足够水的和交换,间隙内不能清除蚀物,不能恢复绝缘,也就无法形成放电;间隙内的充塞物以电阻的形式分流了脉冲源的能量,使丝与工件间失去了足够的击穿电压和单个脉冲能量;钼丝自身的载流量所限,不可能有更大的脉冲能量传递到间隙中去;数控钢板切割加工切缝中间部位蚀除物的路程太长,衰减了的火花放电已形不成足够的力,排污力;材料原因,大厚度存在杂质和内应力的可能性就大为增强了。切缝的局部异常和形变机率也就大了。失去了切割冲击力,却增大了被短路的可能性。
1.喷涂(1)设计厚度要求为耐火极限厚度的1.2倍,一般的,层厚度为1cm左右,晾干七至八成后再喷涂第二层,厚度为1—1.2cm左右,再晾干七至八成后再喷涂第三层,第三层的厚度为达到要求厚度为止。(2)对喷的要求,使用喷时应与钢结构件相垂直,两者之间的距离为6—10cm,喷涂气压为0.4—0.6MPa,待喷涂完成后要进行检查,如果厚度不够则补喷。