大庆PE燃气管材供应商
-
¥25.00
及时发货
交易保障
卖家承担邮费
随着时代的不断的发展,塑料管材开始取代传统的铸铁管材,科技的不断的发展,生产技术不断的改进。现在塑料管材已经开始在燃气、给水、排污、农业灌溉、矿山细颗粒固体以及油田、化工和邮电通讯等领域普遍的应用。在众多的应用中,PE燃气管的应用在开始的时候是备受质疑的,一种可燃性气体怎么可以使用易燃的塑料管材呢?这是大家普遍的争议。
PE燃气管水平定向钻穿越长度选择的方式:在进行回拖力计算的过程中,主要采取的方式就是估算法,要对有卸荷载拱土压力进行计算,或者是借助净浮力计算和绞盘计算等方式完成数收集。也就是说,在设计水平定向钻穿越方案的过程中,PE燃气管的穿越管道曲率半径要满足科学标准和要求,充分考量管道自身绞盘力的参数要求。
需要注意的是,在实际计量分析的过程中,因为要对回拖过程中孔内流体进行判定,就要充分结合穿越管段运动阻力完成数据汇总,并且将回拖头作为后续计量的基点,从而合理性判定PE燃气管一次的拐点回拖力计算公式。
今天讲一下pe燃气管的挤塑工艺:pe燃气管用于挤塑生产的品级一般具有小于1的熔体指数和中宽到宽的MWD.pe燃气管在加工过程中,低的MI可获得适宜的熔体强度。更宽MWD品级更适于挤塑,因为它们具有更高的生产速度,较低的模口压力而且熔体断裂趋势减少。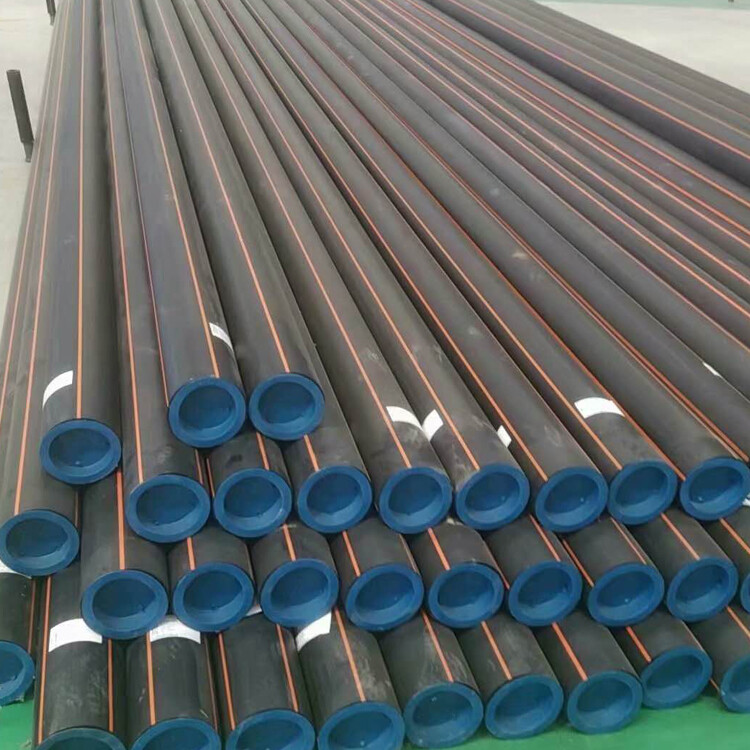
定向钻穿越回拖力判断,依据美国塑料管协会的相关数据资料,在对定向钻穿越回拖力进行计算的过程中,要按照Fs=μPBL进行计算,其中,Fs表示的是顺直管段的基础性回拖力,μ表示的是摩擦系数,PB表示的是单位长度穿越管段的净浮力参数,L则表示整个穿越管段的实际长度。结合相应的公式进行数据分析。
电熔连接的焊接参数应符合聚乙烯燃气管及管件生产厂家的要求。在达到正常冷却时间之前,不得拆除夹具,也不得对接头施加任何外力。电熔鞍连接完成后,应进行外观检查,并应符合下列要求。否则应返工直至检验合格。焊接结束时,管壁不应塌陷,管内不应有任何方向流出的熔化数据调查结束后,制造商提出了焊接要求。焊接鞍座式连接钻孔应在达到定期冷却时间并经外观检查合格后进行。使用工具开启。鞍座式旁通孔打开后,应回到打开前的位置,顶盖应拧紧或用端盖密封。