意大利FRB顶针,磨床驱动顶针,飞霸驱动顶针
-
面议
及时发货
交易保障
卖家承担邮费
FRB磨床用驱动顶针技术的特点与应用
FRB驱动顶针有针对各类机床的特设计,车削、磨削、重载和齿轮加工四大类驱动顶针满足各种场合的使用,FRB端面驱动顶针内部采用自动平衡补偿系统,
意大利FRB端驱顶针的中心顶针的跳动量≤0.02mm,加工后的工件跳动能达到0.02-0.05mm。
连接主轴的形式有多种:1)莫氏锥柄直连主轴内孔(或通过变径套和连接盘),2)卡盘直接夹紧端面驱动顶针,3)法兰连接到主轴。
磨削用端面驱动顶针
磨削用端面驱动顶针属于液压式(也有一些用户把机械式端面驱动顶针应用到外圆磨床,而且效果比较理想) ,产品结构和工作原理与机械式端面驱动顶针基本相同。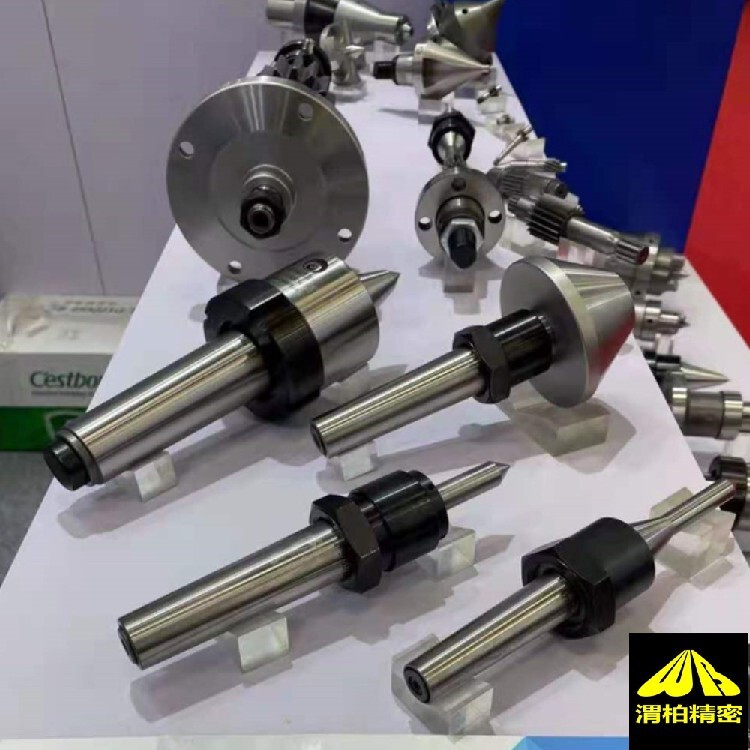
液压式端面驱动顶针选型特点:
由于大部分需要做磨削加工的工件硬度非常高,磨削用端面驱动顶针的驱动齿可以选择硬质合金或者带有金刚石涂层等材质。
连接主轴可以选择莫氏锥柄直连主轴内孔或者法兰连接。
磨削加工属于后期的作业,相对于其他类型的端面驱动顶针,使用磨削用端面驱动顶针之前需要确认更多工艺环境的细节。
意大利FRB端面驱动顶针使用注意事项
端面驱动顶针端处有4个径向销,具备爪钳的抗旋转功能。它们的位置能够在2-3个零点几毫米的轴上转动。这些销在装配阶段已调节好,决不能随意乱动。
意大利FRB端面驱动顶针和机床链接方式:
可选择莫氏锥柄、法兰连接和软爪夹持3种安装方式,在精车和磨削系列中,中心顶针固定,油(气)缸推动驱动卡爪嵌入工件端面, 配合尾座弹性回转顶针,加工精度可达μ级。