武夷山Q355D厚壁矩形管厂沣泽源130x130x8T700方矩管
-
≥50吨¥4150.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
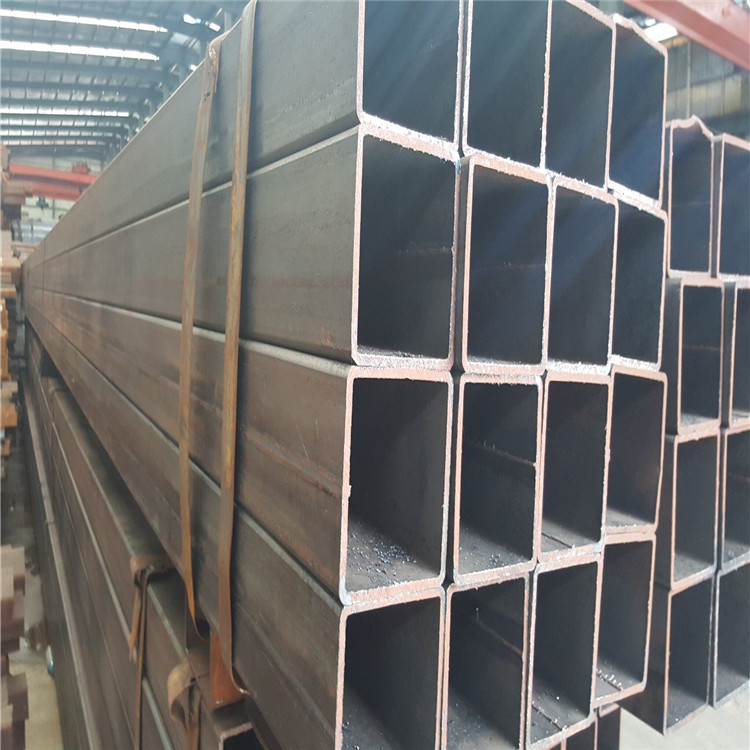
武夷山Q355D厚壁矩形管厂 沣泽源 130x130x8T700方矩管
无锡沣泽源金属材料有限公司主要生产销售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管等各种方管。是北方一家大型的方管及异型管生产企业。800×800×30mm大型冷弯空心型钢生产线两条,1600mm纵剪生产线五条。其中F200采用的直接成方、矩技术,可生产方管30×30mm-800×800mm;矩管20×40-800×1200mm;壁厚1.5-30mm,年产量40万吨。

镀锌Q215焊接方管行业是目前钢管市场发展的趋势,在生活生产中都有很多的用途,了解更多镀锌Q215焊接方管厂家的知识对于我们的应用及选择有很大的帮助,下面我们就来了解一下镀锌Q215焊接方管在使用方面有哪些特点。【1】镀锌Q215焊接方管强度强度是指Q215焊接方管材料在静荷作用下抵抗(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。
简述引柯法闪速熔炼冰铜的基本过程,该方法是否需要使用燃料燃烧对炉料加热熔化,为什么?该方法烟气的主要组成特点?优点:能耗低,烟气量小,有利于制酸,生产速度高,环境保护好;缺点:反应区氧位高,渣含四氧化三铁及渣含铜高,炉渣贫化,烟尘量大。基本过程:利用工业氧气将干铜精矿、黄铁矿和熔剂从设在炉子两端的精矿喷嘴水平喷入炉内熔池上方空间,炉料在空间处于悬浮状态发生氧化反应,放出大量的热,使反应过程自热进行。号钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。它的弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。号钢淬火温度在A3+(3~5)℃,在实际操作中,一般是取上限的。偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。为使工件的奥氏体均匀化,就需要足够的保温时间。如果实际装炉量大,就需适当延长保温时间。不然,可能会出现因加热不均匀造成硬度不足的现象。
无锡沣泽源金属材料有限公司所售方管、方矩管、矩形管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管产品均执行标准,适用于工程、煤矿、纺织、电力、锅炉、机械、等各个领域。公司始终坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。公司同时与宝钢、武钢、山钢、鞍钢、莱钢、马钢、新兴铸管、邯钢、新钢、嘉吉、JFE、DUFERCO等各大钢铁企业建立了良好的合作关系。亦是国内各大钢厂合作联营。
2.高频焊接高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在镀锌管的生产中受到广泛的应用。
精炼:在精炼过程中尽可能多地用C粉扩散脱氧,扩散脱氧剂要分批加入,保持还原气氛,少用硅铝钙钡粉脱氧,以提高钢水的纯净度。并且采用高碱度精炼渣进行白渣操作完成脱硫,合金加完后要求精炼白渣保持时间20min。精炼出钢前加入微量合金元素Nb细化晶粒、优化成分。VCD真空碳脱氧时,在真空度小于66.7Pa下处理时间大于15min。要随时观察炉渣的喷溅情况,一旦有喷溅预兆,反充气降低真空度。锻造及锻后热处理:在185MN油压机上锻造,选用75t钢锭,锻件重量为47.98t,钢锭利用率为64%。
无锡沣泽源金属材料有限公司经过几年的不懈努力,已发展成为同行业中具实力的集生产加工、物流配送、销售于一体的钢贸企业。公司以钢铁配送为主,主要生产兼销售方管、方矩管、矩形管、无锡沣泽源金属材料有限公司、邱庄方管、q235b方管、q345b方管、镀锌方管、热镀锌钢管、天津焊管、16mn低合金方管、无缝方管、16mn方矩管、20#无缝方管、方矩管、无缝方矩管、经营销售型钢、钢板等钢结构材料和机械、建筑用钢。公司钢材产品规格,质量稳定,价格合理。公司以“薄利多销”为方针、“诚实守信、顾客至上”为服务宗旨。弘扬“以人为本”的企业文化,与时俱进,获得了优良业绩。
武夷山Q355D厚壁矩形管厂 沣泽源 130x130x8T700方矩管
焊剂的粒度分为两种,一种是普通粒度,粒度为.45-2.5mm,另一种是细颗粒度,粒度为.28-1.425mm;焊剂在25℃,相对湿度7%的条件下放置24h,吸潮率不得大于.15%,出厂焊剂的w(H2O)不得大于.2%;焊剂中机械夹杂物的质量分数不得大于.3%,其中碳粒与铁合金凝珠的质量分数不得大于.2%;焊剂的w(S)≤.6%、w(P)≤.8%;甘油法测定的熔敷金属扩散氢含量不超过2mL/1g时,需提供法或色谱法测定的扩散氢含量数据。