厦门红茶粉绿茶粉灵芝粉粉末包装机推荐
-
¥28800.00
及时发货
交易保障
卖家承担邮费
QD-60FZ 粉剂(颗粒)自动包装机
三边封样品 背封样品
主要特点:
1. 制袋系统采用步进电机细分技术,制袋精度准,误差小。
2.自动打印批号或生产日期,包装成品上切易撕口,所有与被包装物料接触的部件均采用不锈钢制造。
3. 旋转式切刀,包装速度快,可在机器运行过程中随意调整切刀位置。
4. 热封器四路加热控制,双侧各封道可单调温;热平衡良好,封口质量,适用于多种包装材料。
5.光电色标定位控制系统。
6.控制器采用中英文显示,直观清晰。
7.可视性良好的侧开式防护挡板,操作安全。
8.计量螺杆由不仅电机驱动可获得高的重复精度。
9.采用新料斗升降装置,便于调整,利于清洗,提高工作效率。
本机具有自动完成制袋、计量、充填、封合、分切、计数、打印批号等功能,并采用的微电脑控制器,驱动步进电机控制袋长及商标定位,本机性能稳定、
调整方便、检测准确,智慧控制型成误差极小。本机可按物料的不同,可配制相应的颗粒、多料、液体、粉剂、酱体的下料机构。增加附件可完成日期打印、振荡下料,易撕口等功能。间歇立式包装机
QD-61 Powder packing machine
QD-61 粉末包装机
1、适用于食品、医药、化工、化妆品行业中粉剂物品的计量包装。
The machine is suitable for the food, medicine, chemical industry, cosmetics industry of powder of measurement packing.
2、可自动完成制袋、计量、下料、封合、分切、计数、且可根据客户要求配置打印批号等功能。
All the works of bag making,measuring,filling,sealing,cutting and counting can be done automatically,at the same time,it can also according to the demand of customers printing batch number and other functions.
3、触摸屏操作,PLC 控制,驱动步进电机控制袋长,性能稳定、调整方便、检测准确。智能式温控仪,PID调节,将温度的误差范围控制在1℃以内。
The touch screen operation, PLC control, drive stepper motor to control the bag length,stable performance,easy to adjust and accurate detection.Choose the intelligent temperature controller and PID control to ensure the error range of temperature controlled within 1 degree Centigrade.
4、包装材料:聚丙烯/聚乙烯,铝箔/聚乙烯,涤纶/镀铝/聚乙烯,尼龙/增强型聚乙烯,纸/聚乙烯等。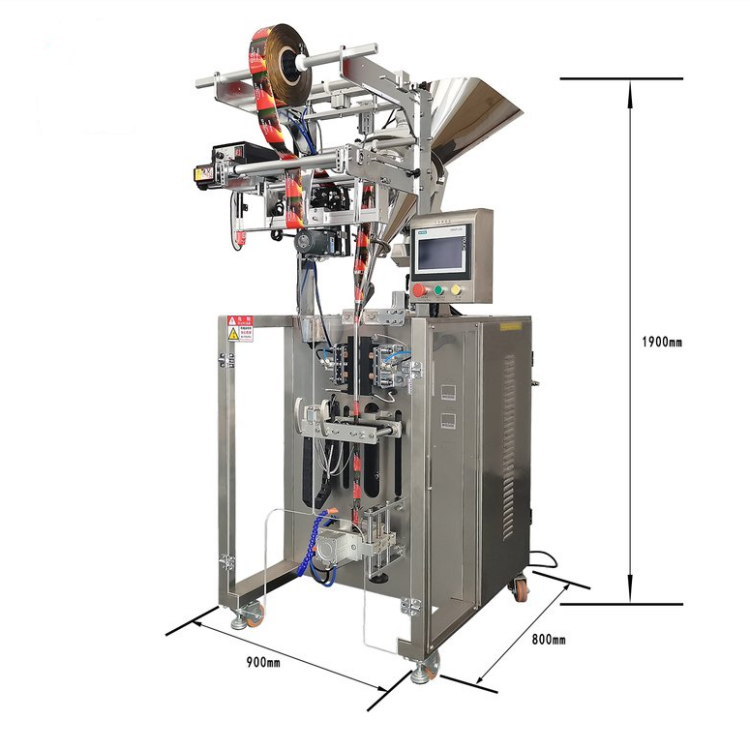
粉末包装机开机前准备工作
1、清理机器上脏物、杂物和其它物品,对接触食品各部分清洗消毒。
2、检查各处螺丝是否因运输过程中松动。用手转动皮带一周,检查机器是否卡住不转,若有应查明原因并排除。
3、在横封导柱上,凸轮处,下料离合器各活动部位加润滑油(选用36#油)。检查减速箱是否缺油,若低于望油仓中线,请加入36#机油。
4、用随机配备的电源线把机台与外线电源连接起来(外线电源电压220V,50Hz)。
5、接通电源,合上电器箱内的漏电开关(见下图)。
6、根据包装材料设定温控表的加热温度。建议一般设定在85—120 度。
7、检查下料离合手柄是否处于断开位置;(见图1)
二、试机检查及调整
1、 将包装膜穿入薄膜轴中,套上挡纸座、挡圈。将膜中心与成形器的中心线对齐成一线,然后锁紧左右挡圈。
2、如下图所示,将膜对称折剪成一斜口。
粉末包装机1、袋长的改变
直接设置袋长参数则可,见触摸屏介绍中的袋长的设置;
2、成形器的调整
1、按包膜示意图穿好包装膜,初步使包装膜宽度的中心线与成型器的中轴线重合,并且与两纵封辊的封合线重合;
2、按第三章做好准备事项,开机,用手把包装膜送进纵封辊,试做空袋,观察制袋情况;
A、如果袋子左边出现摺皱,可松开成型器左右两边的螺丝1,把成型器适量往右边移。相反的,如果袋子右边出现摺皱,则把成型器适量往左边移,反复调整,直到袋子两边都平整为止。当调整螺丝1还是不够时可调螺丝2,移动成形器的位置。
B、纵封封边不平齐的调整:
当包装袋右边出现白边时,成形器向左移;当包装袋左边出现白边时,成形器向右移。
3、调整好后,再拧紧2个螺丝1(见图4)。
粉末包装机横封模具横封模具的调整。
1、模具封合情况的调整(图10)
模具的封合情况直接影响到包装袋的外观好坏,因此前后两边的模具啮合处在佳状态,才能产品的质量。
A(啮合有间隙) B(啮合不良) C(啮合佳状态)
图10
当模具啮合有间隙或是啮合不良时,须调整模具使之达到啮合佳状态,调整方法如下:
(a)、打开机箱,伸进内部手动逆时针转动电机(如图11),让模具处于接近啮合,弹簧刚要压缩的位置;
图11
(b)、松开横封后模具上的两个“上下调节螺丝”可进行横封模具的上下位置调节;松开横封前模具上的两个“左右调节螺丝”可进行横封模具左右位置的调节。(图12)
8、切刀安装调节
1、将切刀装入模具槽中,将刀片固定螺丝固定在左右两边的切刀固定座上,调整刀刃使之与模具口平齐,锁紧左右两边的刀片固定螺丝;
2、当刀具切不断时,将横封模具调整到封合状态,则打下机箱,如图14所示将左右两边的横导轴固定螺丝松开,将横封前部分如图13所示,整个部分向内移动,调整好后将横封导轴固定螺丝锁紧则可。
粉末包装机设备的安装方法安装方法:
1)开箱检查无误后将机器推至安装位置,如图 2 所示,周边空间不小于 1100mm,以便
机器操作与维护。
2)调整支脚将机架上平面调整为水平。
3)为了安全生产,应按标牌位置接入地线。
4)接入规定电源、压缩空气就可以进行机器的调试。
3、机器的调试前准备工作
本机出厂前已按客户提供的其中一个规格样品进行了调试,设备安装完毕后可用该规
格物品进行试机包装。