广州海珠废旧热收缩包装机回收联系方式
-
面议
及时发货
交易保障
卖家承担邮费
产品优点
① 采用远红外线直接加热;
② 设备体型小巧,预热时间短、省电;
③ 电子无级变速调温;
④ 收缩不影响包装物品的品质而能收缩包装;
⑤ 适用于规则或不规则物品的包装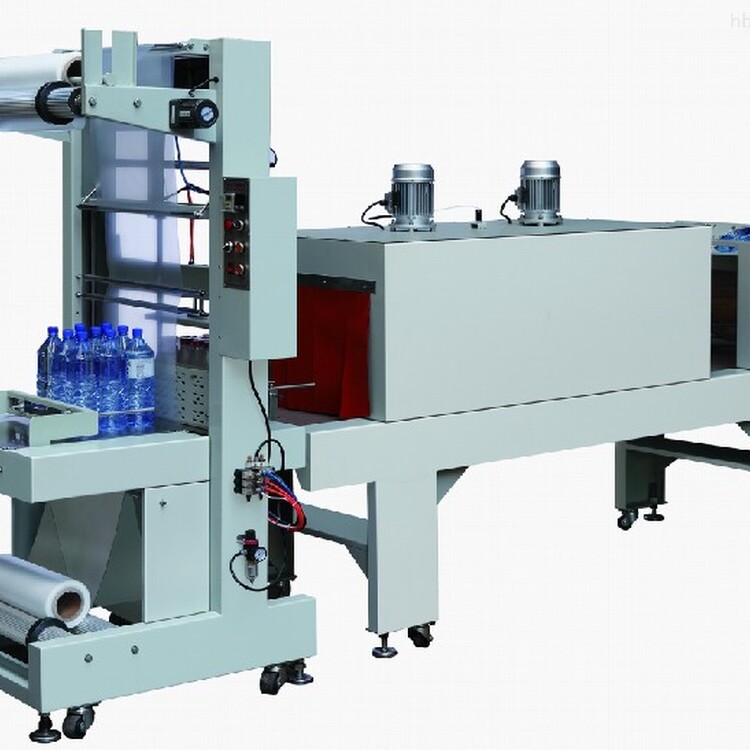
热收缩包装机在包装生产时膜料易偏移并无法正常送料,这会使热收缩包装机不能正常对物件进行热收缩包装,那么可以调整膜卷位置和张力平衡杆,如果两者均无效,可通过调整上三角板的角度来解决。如上层膜料偏离夹料链条,可将上三角板向顺时针方向调整;如下层膜料偏离夹料链条,可将上三角板向逆时针方向调整。这样就可以解决这一故障问题。
热收缩包装机在包装生产的时候,包装部位升温缓慢或不能打到标准包装温度(摄氏160度以上),出现这种问题可使包装不能达到预期的包装目的。加热过程靠得是加热器,应该先检查加热器主电源线路,加热器的线路是主电源线经过一个吸磁开关再到电热管,所以应先检测吸磁开关各接点是否正常。线路没有通过其中一个相位,则会出现以上现象。如吸磁开关正常,可再检查电表,看各相位与机器的欧姆值是否相同。如果正常应为短路。如各相位均接通但线路或电热管仍然异常,则需更换加热器。
在进行多物件集束包装时,设备无法探测到被包装物体,包装时对包装造成损害,使包装工作无法进行,出现这种情况是因为,热收缩包装机在进行集束包装时物件中间的间隙影响到了电眼的探测,只需要对热收缩包装机的电眼探测角度调整为斜角即可,避免以上现象的产生。
工艺流程
1、 对机器设定好加热时间
2、 按下手动者自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。
3、 烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。
4、 定时结束,烘箱汽缸电磁阀断电。
5、 依据工作方式标志位,决定是否继续下一个工作流程。
1、中文触摸屏控制,操作更简单;
2、产品包装,打印日期一次完成。节省时间,节省成本;
3、优化构造设计,拆装,清洗更方便;
4、横、纵封温度立控制,更好适应各种包材;
5、智能设计,无下料时,不包空装;
包装方式
两端开放
它是用筒状膜或平膜先将被包装物裹在一个套筒里然后再进行热收缩作业,包装完成后在包装物两端均有一个收缩口。
四面密封
将产品四周用平膜或筒状膜包裹起来,接缝采用搭接式密封。用于要求密封的产品包装。
一端开放
托盘收缩包装是一典型实例,先将薄膜制成方底大袋,再将大袋自上而下套在堆叠商品托盘上,然后进行热收缩。将装好产品的托盘放在输送带上,套上收缩薄膜袋;由输送带送入热收缩通道,通过热收缩通道后即完成收缩包装。其主要特点是产品可以以一定数量为单位牢固地捆包起来,在运输过程中不会松散,并能在露天堆放。
包装出现皱纹的现象,在收缩包装中经常会出现,没有一个的解决方式。通常会考虑到以下这些问题:
1、收缩温度不够。
处理方法:调高温度(上部皱的多,就调高上加热温度,反之就调下加热温度);如果温度够高,尝试调慢输送带的速度,让产品在收缩隧道的时间长一点,会改善收缩效果。
2、经过上述处理方法仍然不能解决问题的话,会不会是收缩膜的质量不好?如果收缩比例较小,韧性不够的话,就只有换好的收缩膜了。
3、如果经过上述处理问题还存在的话,就是机器老化,或者使用的机器属于不合格产品,热烘道温度不均匀、热风流速太小。更换成质量好的热收缩包装机。
热收缩机的输送网不转:
▲ 输送开关失灵,更换;
▲ 调速控制板坏,更换;
▲ 电位器坏,更换;
▲ 输送电机损坏,更换;
▲ 输送机构卡住,检查后排除故障。
热收缩机的收缩室无加热现象:
▲ 加热开关接触不良,更换开关;
▲ 室内电线老化短路,更换电线;
▲ 电热管线头未接实或电热管损坏;
▲ 调温控制板损坏,更换;
▲ 电位器坏,更换。
热收缩包装机工作原理就是利用热收缩膜在受热状态下,原分子之间不规则的排列发生了变化,在红外线等热辐射下,塑料分子重新紧密排列,从而使原有面积大大缩小,紧附于产品表面达到包装目的。应用于:食品、软件、医药、饮料、烟草、日化、汽车、线缆、化妆品、电子等大批量产品收缩包装。