东北特钢耐磨钢板,北京丰台进口钢板型号
-
¥5000.00
及时发货
交易保障
卖家承担邮费
堆焊复合耐磨钢板在水泥厂的应用
堆焊复合耐磨钢板在水泥生产上的应用非常普遍,它是以电弧堆焊的方法在普碳钢板上沉积一定厚度的耐磨合金层,复合界面为完全冶金结合,用普碳钢作基材,使得耐磨复合钢板既有的抗磨损性能又兼备了低碳钢板的特点,可以进行焊接、拼接、弯曲、卷弧、卷管、打孔等,这是铸造耐磨材料所无法实现的。的耐磨层厚度在堆焊一层时为3-5mm,堆焊2层可达6-10mm,焊道宽度在30-50mm。作为基材一般采用Q235钢板,厚度一般在6~20mm。堆焊层碳的质量分数可达4.5%~6%,铬的质量分数在25%30%。合金层的硬度在55~65HRC,金相组织为大量先共晶碳化物十共晶碳化物+马氏体十残留奥氏体。高耐磨的堆焊层和高韧性的母板复合在一起,使耐磨复合钢板兼备了高耐磨、抗冲击和可加工的特点。
焊碳化铬复合耐磨钢板的工艺参数主要有焊接电流种类及焊接电流大小,钨种类、直径及端部形状,保护气体流量等。
1、电流种类的选择一般根据工件材料选择电流种类,焊接电流大小是决定熔深的主要参数,它主要根据工件材料厚度、接头形式、焊接位置等因素选择。
2、钨种类、直径和端部形状的选择钨种类及直径根据工件材料和焊接电流大小、电流种类来选择。钨端部形状是一个重要的工艺参数,根据所用的焊接电流种类,选用不同的端部形状。夹端角的大小会影响钨的许多电流、引弧及稳弧性能。小电流焊接时选用小直径钨和小的锥角,可使电弧容易引燃和稳定;在大电流焊接时,锥角可避免过热而熔化,减少损耗,并防止电弧往上扩展而影响阴斑点的稳定性。使用过程中钨经常需要用砂轮或者的钨磨削机进行修整。
3、气体流量和喷嘴直径在一定条件下,气体流量和喷嘴直径有一个范围,此时,气体保护效果,焊件上有效保护区域。如果气体流量过低,气体排除周围空气能力弱,保护效果差;流量过大,气体排出时容易形成紊流,使空气卷入,也会降低保护效果。同样,在气体流量一定时,喷嘴直径过小,保护区域小,且因气流速度过高而形成紊流,喷嘴直径过大,不仅妨碍焊工观察,而且流速过低,保护效果也不好。一般手工TIG焊喷嘴内径范围为5-20mm,流量范围为5-25L/min。
4、焊接速度焊接速度的选择主要根据工件厚度决定并和焊接电流配合以获得所需的熔深和熔宽。在高速自动焊时,还要考虑焊接速度对气体保护效果的影响。焊接速度过大,保护气流严重偏后,可能使钨端部、弧柱、熔池暴露在空气中。因此采用相应措施如加大保护气体流量或将焊前倾一定角度,以保持良好的保护作用。
5、喷嘴与焊件间距离距离越大,气体保护效果越差,但距离太近会影响焊工视线,且容易使钨与焊件间造成短路,产生夹钨。一般喷嘴端部与焊件间距离在8-14mm之间。
长期以来,钢中氢、氧、氮被人们认为是有害的气体。但是,目前所知,在碳化铬复合耐磨钢板中氢、氧有害、但氮在一些钢板中的有益作用则远远大于它的不利影响。
(1)氢氢在钢板中有几个和十几个ppm(10-6)的固溶度,而且在奥氏体钢中的固溶度要大于在铁素体钢中的。当氢超过钢中固溶度时,钢在凝固过程中会有气泡形成。严重时,会引起钢锭上涨时或连铸坯中产生气泡,较轻时氢致细小气泡会在热加工过程中延伸而形成裂纹。此时进行塔形发纹检查,常常会因发纹不合格而判废。即使钢中仅残留少量、微细的发纹,也会引起钢板的塑、韧性下降,而钢的耐疲劳性能降低尤为明显。这与发纹在交变应力作用下成为了疲劳源有关。为使连铸板坯不产生氢致气泡,有的生产厂提出铁素体铬钢板[H]610-6,铬镍奥氏体钢[H]1010-6。但有的厂家提出,在钢板小方坯连铸中,希望钢中[H]210-6或310-6。研究氢在1Cr18Ni9Ti钢板的分布表明,氢在晶界处的浓度要比晶内高3-4cm3/100g。氢在钢内的不均匀分布,使钢晶界的塑性特征值比晶内相应的特征值低20%-25%。氢对Fe-Cr合金电位影响的研究表明,钢中含氢后,Fe-Cr的电位下降,说明合金的耐腐蚀能力降低。试验和曲线表明:在介质中有微量H2S存在的条件下,传统钢板易产生氢脆(SCC);而超级钢板只能在含有低量H2S的油气井条件下使用。氢还可引起钢板的组织结构产生变化。
(2)氧目前钢板的冶炼与氧密切相关。氧化期是通过氧的作用把炉料中残存的和过多的元素去掉;还原和精炼过程则是将阶段氧化了的有用的金属元素(例如铁、铬等)还原到钢中,再将钢中氧尽量去除;残余氧在钢中是有害的,而且主要是通过氧化物夹杂的形式而表现出来。在正确的脱氧条件下,钢板中的氧含量应0.03%;对钢的纯净度要求高的钢板,钢中氧量越低越好,例如2010-6或4010-6。
(3)氮一般认为,氮可促进钝化膜中铬的富集,提高钢的钝化能力;氮可形成NH3和NH4+使微区溶液的PH值提高;富铬的氮化物在金属与钝化膜的界面处形成,进一步强化了钝化膜的稳定性。
我们时刻以很好的产品服务,互惠双赢的理念,与社会各界朋友真诚,同铸辉煌,让我们携手并进,共创美好未来!
手工彩钢板产品特点:
1、手工彩钢板整体钢度好、承载力强
2、手工彩钢板插口严实、气密性好、保温效果高
3、手工彩钢板可根据客户要求定做内部加强或预留门、窗、风口洞龙骨
4、手工彩钢板具有比机制板更大的灵活便利性,尺寸可满足各种非标用途,无须现场切割。
5、安装简便、,表面平整,外观质量
6、具有较好的隔音、吸音性能和很好的防火性
7、节能,环保,经济美观,保温、隔热性能强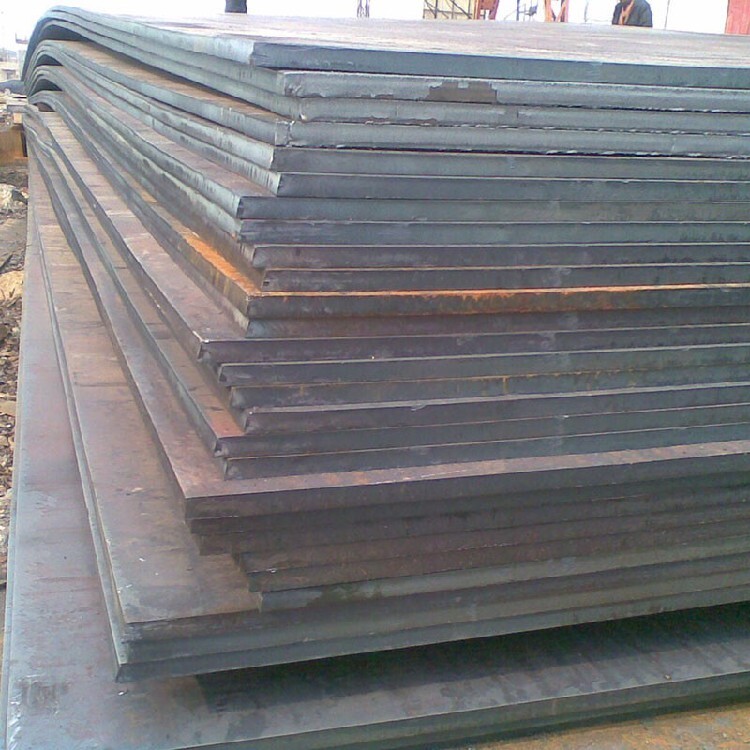
夹心彩钢板的产品特性:
1、质量轻。每平方米重量低于24kg,可以充分减少结构造价。
2、安装快捷。自重轻,插接、安装及可以随意切割的特点,决定其安装的简便,可提益,节省工期。
3、防火。彩钢复合加芯板的面质材料及保温材料为非燃或难燃材料,能够满足防火规范要求。
4、耐火。经涂层处理的彩色钢板保新达10-15年,以后每隔十年喷涂防腐涂料,板材寿命达35年以上
5、美观。压型钢板清晰的线条多达几十种的颜色,可配合任何风格的建筑物的需要
6、保温隔热。常用保温材料有:岩棉,玻璃纤维棉,聚苯乙烯,聚氨酯等,导热系数低,具有良好的保温隔热效果。
7、环保防噪声。复合板隔音强度可达40-50分贝,是十分有效的隔音材料.
8、可塑性强。压型夹心彩钢板可以任意切割,够满足设计的需要.
9、高强度。采用高强度钢板为基材,抗张拉强度5600(kg/cm2),再加上的设计与辊压成型,具有的结构特性。
进口500中的金属由于在较高温度下强度降低,塑性提高,因此热塑性变形比冷塑性变形容易得多。工业生产中,钢材和许多零件的毛坯都是加热到一定温度后再进行压力加工的(热轧、热锻等)。
中金属材料的热变形(或热加工)和冷变形(或冷加工)的界限,是以再结晶温度来划分的。金属加热至再结晶温度以上进行变形,由塑性变形引起的加工硬化可以通过随后的再结晶过程加以消除。因此,把在再结晶温度以下进行的变形称为冷变形,把在再结晶温度以上进行的变形称为热变形。例如,纯铁的再结晶温度大约为600℃,在此温度以上的变形即属于热变形。钨的熔点为3399℃,其再结晶温度约为1200℃,因此即使在稍低于1200℃的变形仍然属于冷变形。
500耐磨钢板在热变形过程中,金属一方面由于塑性变形引起加工硬化,另一方面由于变形过程在再结晶温度以上进行,会因瞬时再结晶而使硬化得到基本消除。但在此过程中,因加工硬化与变形是同步的,而再结晶属热扩散过程,硬化与软化这两个因素常不能恰好相互抵消。例如,当变形速度大、加热温度低时,由于变形所引起的硬化因素占优势,所以随着变形过程的进行,变形阻力越来越大,甚至会使金属断裂。反之,当变形速度较小而加热温度较高时,由于再结晶和晶粒长大占优势,这时虽然不会引起断裂,但金属的晶粒将变得粗大,也会使金属的性能变坏。因此,热变形时应当认真控制金属的温度与变形程度,使两者的配合尽可能恰当。