20#厚壁方矩管380x380x30可定尺激光切割打孔
-
面议
及时发货
交易保障
卖家承担邮费
20#厚壁方矩管380x380x30可定尺激光切割打孔
无缝方管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成的,无缝方管是怎么生产出来的Q355无缝方管
Q355无缝方管无缝方管的制作工艺流程包括:
圆钢→管坯→检验→加热→穿孔→定径→热轧→平头→检验→酸洗→球型退火→冷拔→成型→齐口→检验。 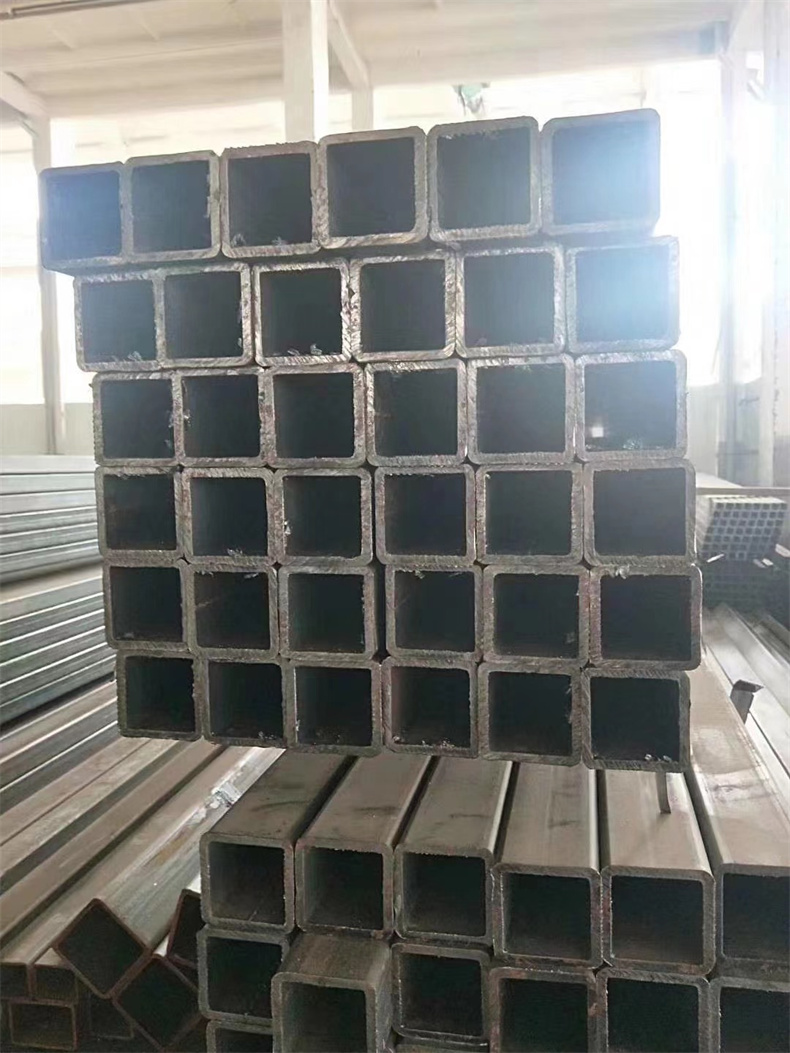
Q345B方矩管使用变形的原因是什么
①Q345B方矩管在使用过程中,不应有可能引起试样表面产生局部变形的作用力。
②与试样的一个或多个表面测量量其(如管材千分尺),应符合以下要求:与部件内表面接触的量具的接触面,其半径应小于部件表面的半径;与Q345B方矩管外表面接触的量其的接触面应为平面或半圆形:与部件外表面接触的量其的接触表面的硬度不应低于500 HV(维氏硬度)。
③千分尺应符合《外径千分尺)GB/T 1216的要求;游标卡尺应符合《游标、带表和数显卡尺》GB/T 21389的要求;角度尺应符合《游标。带表和数显角度尺》GB/T 6315的要求。
④指示表式测量仅应符合(指示表)GB/T 1219的要求。
⑤测量仅器可与已经校准过的厚度或长度标样相结合进行测量,即标样与试群测量结果的差异较小时,标样作为测量基准使用。此法建议用于测量大直径或壁厚的试样。
⑥采用卷尺的分度值通常为毫来。当卷尺的两端沿长度方向施加2.5 N的作用力时,其伸长不应超过0.05 mm/m。
⑦对特定限值符合性的检测可使用通规或止规。
⑧也可以使用上述量具以外的其他接触式量。
Q345B无缝方管及夹具在热处理前均应铲除油污、残盐、油漆等外来物;在真空炉中初次运用的夹具,应预先在不低于工件所要求的真空度下进行除气净化处理;在热处理过程中易变形工件,应在夹具上进行加热。预热的方法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应约束。
对于形状杂乱或截面有急剧改变以及有用厚度较大的工件,应进行预热;有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中加热;Q345B无缝方管加热应有足够的保温时刻,可根据工件有用厚度和条件厚度(实际厚度乘以工件形状系数)。 20#厚壁方矩管380x380x30可定尺激光切割打孔在具体工程应用时,应采取有效措施对焊缝处进行包缚增强或浇筑混凝土加强。附录:聚热熔焊制管件的相关标准管件产品及品质判定标准:ISO/DIS885—23—2PrEN1221—199PrEN1555—1998。关于聚管材热熔连接的密闭性、可熔焊性及焊口拉伸强度测试标准:ISO3458-197ISO353-197ISO11414-199ISO/TR11647—199ISO1393—21。
20#厚壁方矩管380x380x30可定尺激光切割打孔在具体工程应用时,应采取有效措施对焊缝处进行包缚增强或浇筑混凝土加强。附录:聚热熔焊制管件的相关标准管件产品及品质判定标准:ISO/DIS885—23—2PrEN1221—199PrEN1555—1998。关于聚管材热熔连接的密闭性、可熔焊性及焊口拉伸强度测试标准:ISO3458-197ISO353-197ISO11414-199ISO/TR11647—199ISO1393—21。