淄博定制筛板冲床送料机价格
-
面议
及时发货
交易保障
卖家承担邮费
主轴是机床一大核心部件,加工表面精度绝大部分都和主轴有关,所以主轴的质量很关键。目前大陆生产的主轴在冲床上使用的并不多见,这说明大陆产高速主轴单元品质还有待提高。而台湾产主轴单元市面上使用比较广泛,根据其品牌度及市场占有率其价格也有不小的差异。
工作台有无贴塑,导轨磨擦时会产生细小的铁粉或切削进入,贴塑导轨耐磨性强,材质软,可使其融入塑轨内,减少导轨的磨损量,所以贴塑导轨寿命要长于未贴塑导轨。用户可根据自身情况,选择硬轨或线性导轨。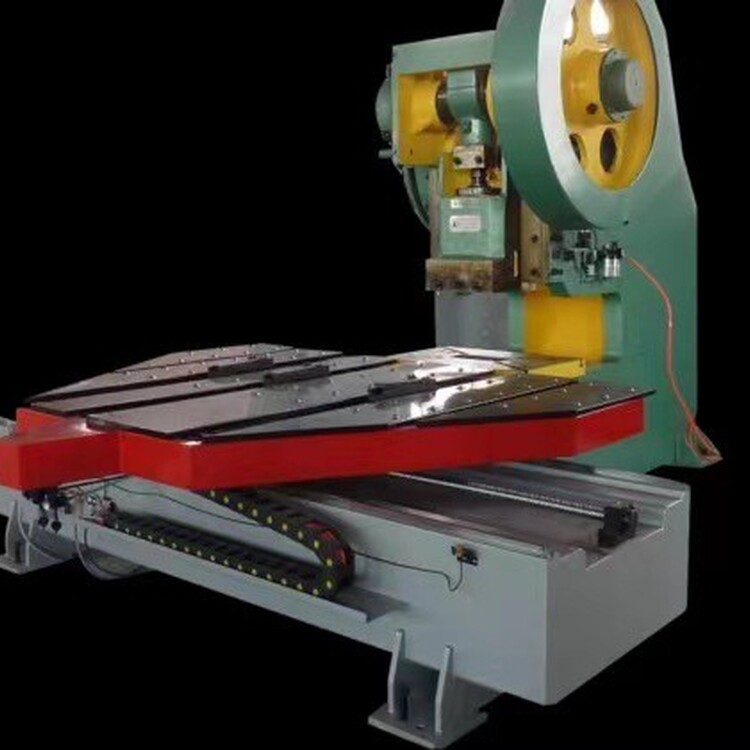
气动冲床有许多普通冲床无法相比的优势,冲压效率更高,加工精度非常高。当然随着冲床不断冲压,机身产生的震动会影响到滑块间隙以及其他部件的震动,多少会有些松弛,需要定期进行调试来气动冲床的加工精度。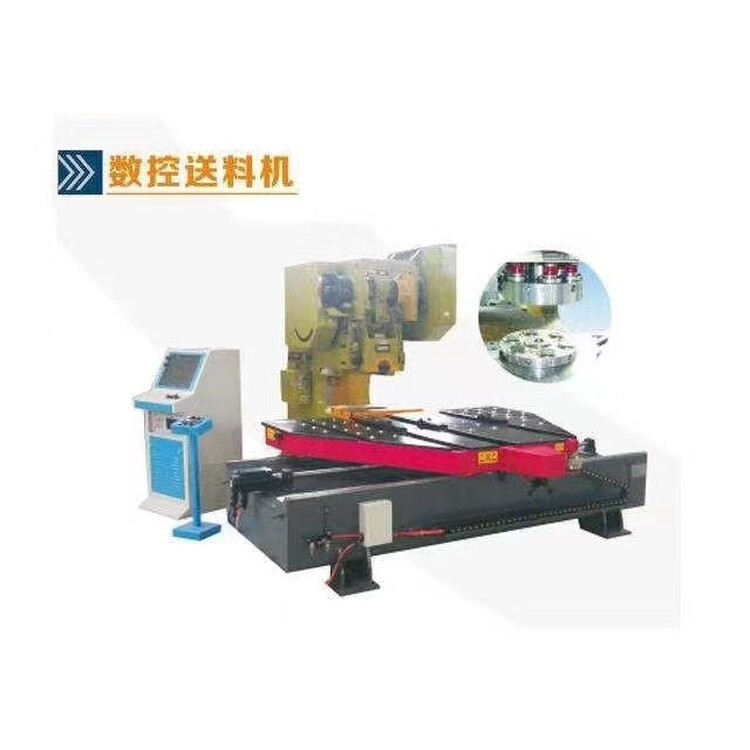
材料架,又称放料架、上料架、开卷机、收卷机,是将卷料进行开卷送至后续机型进行冲压的承料设备,款式多、,占地面积小、承载量大,适用范围广,可用作开卷,也可用作收卷收料,可根据客户料卷重量要求进行定制,在冲压生产线中是设备。
数控冲床模具磨损过快的主要原因: ①模具间隙小,一般建议模具总间隙为材料板厚度的20%和25%。 ②)数控冲床模具中性不好,包括模座和模具导向组件以及转塔镶嵌精度不足。 ③凸模温度过高,主要是同一模具连续长时间冲压导致冲头过热。 ④模具刃磨方法不当,导致模具退火,磨损加剧。 ⑤局部单边冲切,如步冲、冲角或剪切时,铝合金门窗配件的侧向力会使冲头向一侧倾斜,减小该侧间隙,造成模具严重磨损。如果机床模具安装精度不高,冲头会严重偏离上模,对凸模和凹模造成损坏。
较早前的冲压工人需要直接和机器模具及工件持续长时间接触,很容易疲劳以致发生挤压切夹肢体的工伤事故,而采用冲压机械手能够有效代替人工完成冲压过程,避免了冲床及冲压模具带来的对人员各种隐藏安全风险。
一定要到气动冲床厂家实地考察,看厂家的生产规模实力,去气动冲床装配区去看工人装配现场,这样能判断厂家是生产型企业。还可以进行试运行,仔细听200吨气动冲床所产生的噪音的大小,需要听气动冲床在作业过程中的声音是否正常,有条件的可以给气动冲床安装模具进行实际的操作,听听冲床加工声音是否正常。
送料系统通过触摸屏通过直线插补控制配合伺服驱动系统实现整个流程的自动上下料、定长移动、自动偏移等动作,从而实现快捷生产,无人工干预的控制系统,可靠地控制系统了设备运行的稳定、快速,在设备高速运行时依然能够定位的准确性。
数控送料机的日常维护检查:1齿轮润泪是否正常,2,清除资筒之间的是物。3,步轮间是否有导物。4,油气压力是否正常,压力表是否下常,目测压力表指示乐力是否正常,5,气压供应系统是否有泄漏,6机构之间结合的螺丝螺母是否动。7,进料辐是否有良好的平行度进料关闭时,上下提是否都关闭)。8,各部分是否有损伤、变形、异常声音或其他异常形状。9.操作面板上的开关和显示灯是否异常,人机界面不应有异物。