车削动力刀座,插齿刀座,插齿机插齿原理
-
面议
及时发货
交易保障
卖家承担邮费
REV插槽刀座有以下主要特点:.刀具只在加工的行程与零件的接触。一个的机构将刀具在回程中提升,提高刀具的使用寿命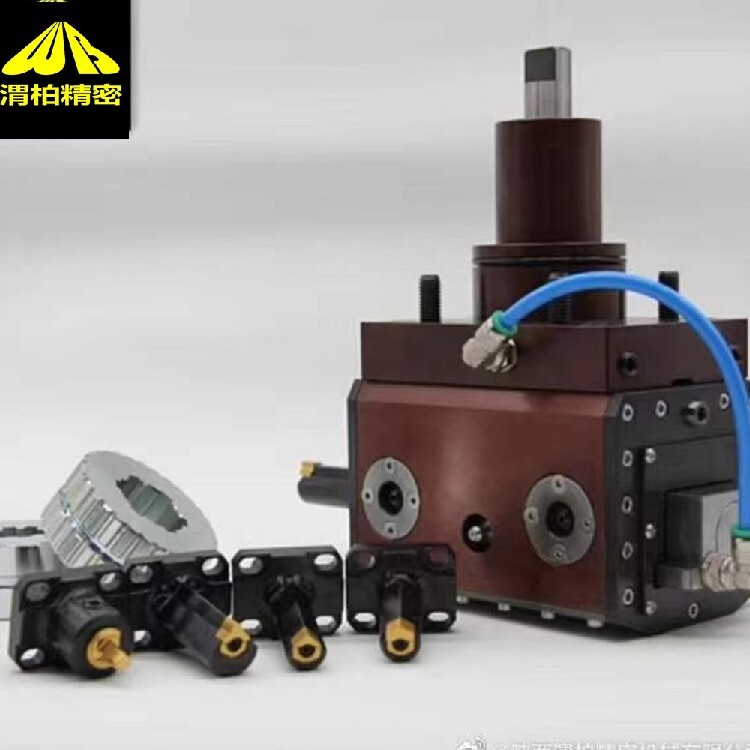
插槽刀座可用于多种机型,NL/NZ 森精机MORI SEIKI,Biglia,中村留Nakamura(WT150/Supermill ),大隈OKUMA( LB3000/4000/LT2000),VDI40 (轴向和径向刀座),斗山DOOSAN(BMT-55/65 )和TAKISAWA
REV插齿机 初次使用
将插削机安装在车床上。稍微松开固定螺栓 8,然后使用比较仪对插削机进行对齐。后者放置在对齐区域 7 上。插削机完全对齐后,请再次拧紧固定螺栓 8,并以每分钟 150 次的速度让插削机运行约 10 分钟。用普通的导轨用油润滑移动的滑架。这将有助于软化密封条以及在使用前对插削机进行试运转
REV插削动力刀座如何上油:
为了保持机械性能,我们建议每使用 10 个小时后,对插削机进行一次上油,上述时间是仪器实际使用的时间(请参见注油计算示例)。使用 Persian Poligrease EP 1。当意识到油脂从移动滑架的周边区域中流出时,请暂停上油。注油计算示例如果生产一个工件需要 2 分钟,完成单一键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
REV插削动力刀座的主要特点:
A.多用型,同一插槽头可用于内部和外部加工。必要时还可以调整传动轴的旋转方向,并将机头旋转180度。
B.对称度校正,通过刀体前滑块设计可以进行Y轴的微调,微调幅度0.5 mm Y+到0.5 mm Y-.
C.纵向线性校正。ST型机头配有纵向校正系统,机加工的良好线性度。为了消除Z轴上可能出现的误差,只需要顺时针或逆时针旋转微调螺栓即可
REV键槽插齿动力刀座内部加工效率:单个键的完成时间为 6 秒,而八个加工过程需要的总时间约为 50 秒,代理渭柏精密机械