揭西县DN900钢带增强螺旋波纹管
-
¥12.00
及时发货
交易保障
卖家承担邮费
使用钢带管时,其介质的长期温度要子45℃以下;埋地钢带管要按照柔性管的理论进行设计.同时在设计状态下管道垂直方向的变化不得大于管直径的5%;管材环刚度的选择是塑料管道设计的一项重要指标.盲目采用高环刚度不经济.对道路埋深小于1.0m的管道,还应考虑管道变形对路面的影响
钢带管的防腐层是指粘接树脂和外层,其厚度应符合CJ/T225-2006标准中的有关规定;对于管材的物理力学性能也应符合相关规定;生产钢带管所使用的原料是以PE管为主,其中仅可以加入可以提的的添加剂,其中聚乙烯的含量应在90%以上。
热熔挤出焊接是采用热风挤出焊接工具,先将钢带增强螺旋波纹管被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料熔融接成一体的连接方法。
电热熔带连接时,严格按 照 电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应其步骤如下:
1)、检查钢带增强螺旋波纹管和电热熔带是否有损伤。2)对齐管道和清除杂物。3)通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下30cm。并水平对齐。4)、用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。5.)用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。6)将焊机的输出线端与电热熔带的连接线头相连接。7)焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。
热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与的将相邻钢带增强螺旋波纹管管端贴合紧箍连成一体的连接方法。
热收缩管连接一般用于管径小于1200mm的钢带增强聚乙烯螺旋波纹管(大于1200mm以上的目前只能用纤维增强聚乙烯热收缩带沿接口缠两层外两加卡箍)。连接时按照热收缩管(带)的工艺要求进行操作,应把连接部位的管材外壁打磨干净、对管材进表面处理,再将热收缩套于需连接的两管端,然后进行加热使热收缩管(带)的内壁与管材外壁粘合,待冷却后形成恒定的包紧力达到管材连接要求。采用热收缩连接时,应将待连接管端对齐,尽可能不留间隙。对热收缩套加热时,应注意火焰温度,可以从热收缩套中部往两边逐渐加热,也可以从一端向另一端逐渐加热,要把热收缩管与管材间的气体全部排除,使其与管材全部贴合,同时应使热熔胶从热收缩端口析出。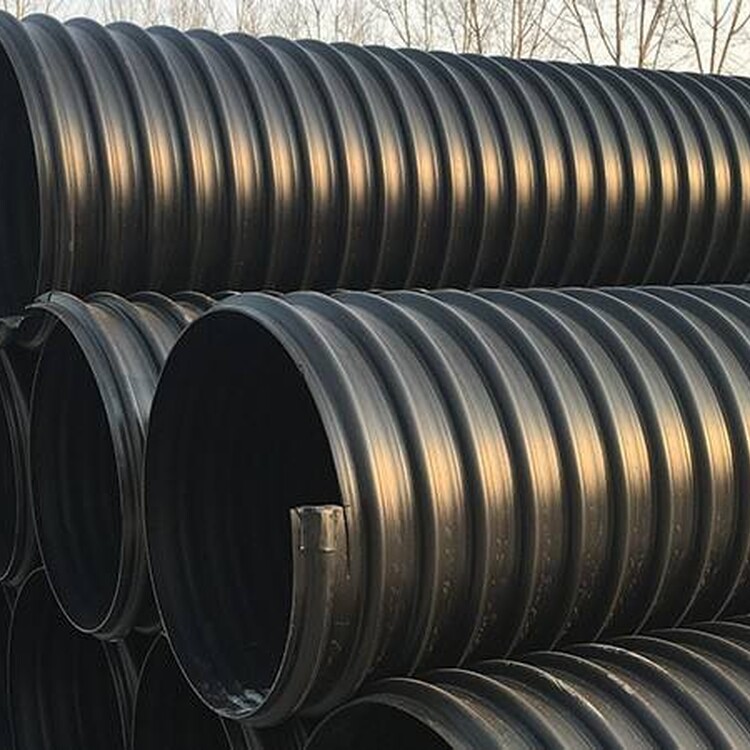
连接方式,管材可使用热熔挤出焊接连接、热收缩管(带)连接、卡箍(哈夫套)连接和电熔带连接等连接方式。必要时可以结合应用两种连接方式。管道接口严密,安全可靠。管道的接口型式为承插式电热熔连接,可带水作业,更易于施工,大大的提高了管道的密封性。有利于防止砂水自管道接口渗入而形成流砂现象,有效地避免了管底砂土流失所造成的不均匀沉降。