北京20#承插焊法兰厂家,HG/T20615-2009
-
面议
及时发货
交易保障
卖家承担邮费
平焊法兰适用于公称压力不超过2.5MPa的钢管道连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种.光滑式平焊法兰的应用量大.多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水。
颈法兰焊接通常称为“高枢纽”法兰。其目的是转移压力的管道,从而减少在法兰基高应力集中。颈法兰焊接是好的设计对焊那些目前由于其本身存在的结构性价值提供法兰。不过价格是比较高的,原因是产品的生产工艺复杂。
滑动法兰具有较低的枢纽,因为管道进入单法兰焊接前。这是焊接的内部和外部提供足够的强度,防止泄漏。滑动的法兰,都是无聊稍大的外径管道的匹配。他们是优于颈法兰的焊接,由于初始成本较低,许多用户,但后的安装费用大概不会比的,因为所增加的焊颈法兰少。
离心法兰工艺步骤加工而成:
① 将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;
② 将金属模具预加热到800-900℃保持恒温;
③ 起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;
④ 铸件自然冷却到800-900℃保持1-10分钟;
⑤ 用水冷却至接近常温,脱模取出铸件。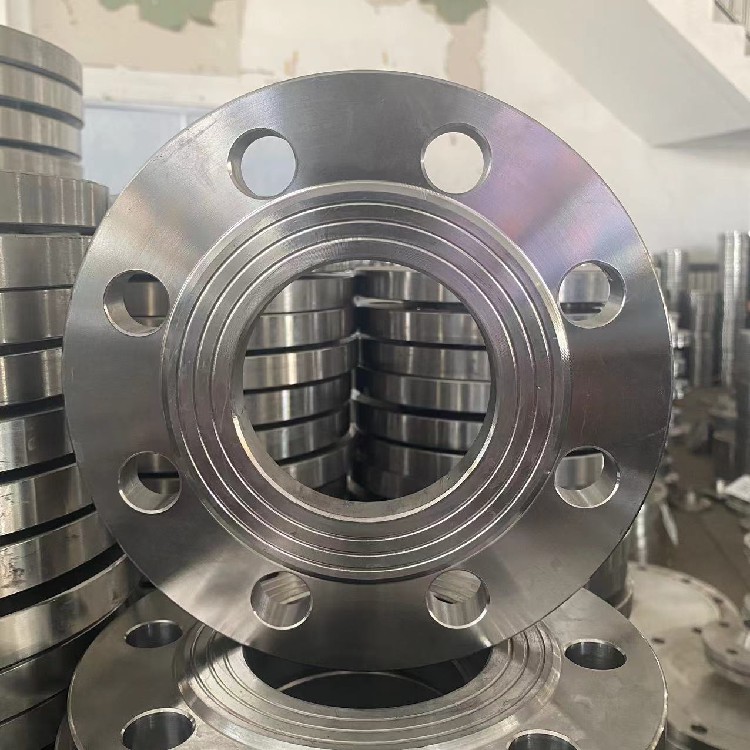
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。
5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6. 切割 分割坯料或切除料头的锻造工序。