广东佛山消除应力设备厂家
-
面议
及时发货
交易保障
卖家承担邮费
振动消除应力简称VSR(Vibratory Stress Relief),它是利用一受控振动能量对金属工件进行处理,达到消除工件残余应力的目的。国内外大量的应用实例证明,振动时效对稳定零件的尺寸精度具有良好的作用。然而,对于振动时效稳定尺寸精度的机理,迄今为止尚无系统的、满意的解释。
振动时效技术机理
在材料的机械或热加工过程中,由于不同部位的力和热程度不同,不均匀的塑性变形(包括温度等引起的不均匀的体积变化) (在材料内部产生应力的各种因素不存在的情况下)、外力消除、温度均匀的情况下等)残余应力是材料学研究 残余应力的存在不仅会对材料的疲劳强度和尺寸稳定性等产生不良影响,而且为了改善材料的性能,还会在材料表面人为地引入压应力。
振动时效设备振动时效装置概述:
主要消除铸造、锻压、焊接、机加工、以及金属工件的内部残余内应力,通过共振振动的方式,改变其内部晶体结构来消除应力。振动时效的优势在于,消除,处理时间短,效果好的特点,成为广大客户在生产加工中选择的产品振动时效仪操作工艺。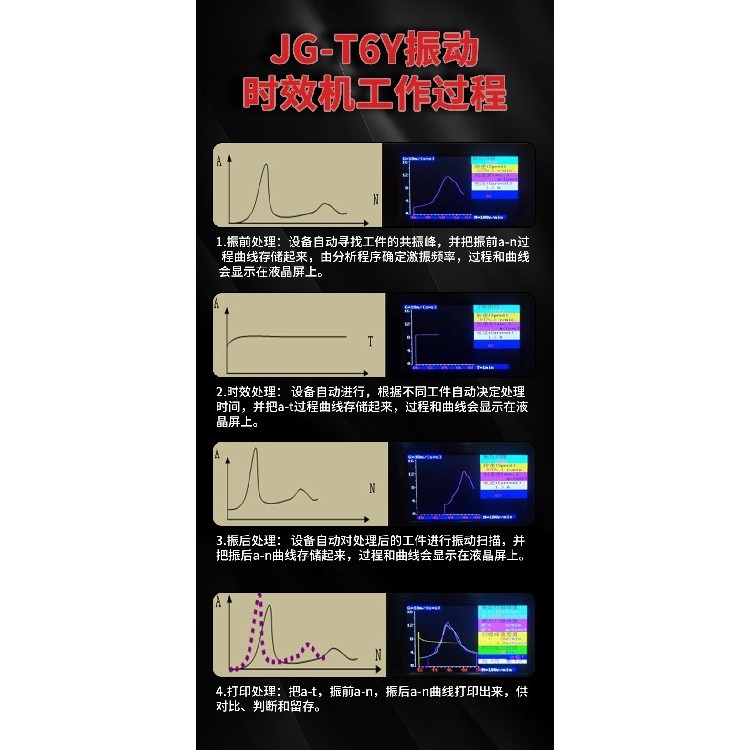
济南九工机电设备有限公司致力于JG系列超声波冲击设备、振动时效设备、应力检测仪研发和生产。通过国外技术引进和研发部门的不断探索,产品的使用效果和使用品质得到大幅提升,完善的售后服务体系为公司市场份额占有率打下了坚实的基础。与此同时,公司在焊接应力消除领域有长期的实践经验和技术方面的优势,为金属内应力消除提供了更为有力的保障。
超声波消除焊接应力特点
超声冲击去除应力方法适合焊接应力(焊接过程中产生的应力)。 超声冲击技术的特点是单位时间内输入能量高,实施装置的比能量(输出能量与装置质量之比)大。振动处理频率可高达18KHZ-27KHZ,振动速度可达2m/s-3m/s,加速度高达重力加速度的三万多倍,高速瞬时的冲击能量使被处理焊缝区的表面温度以的速度上升到600℃,又以极快的速度冷却。这种高频能量输入到焊缝区表面后,使能量作用区的表层金属的相位组织发生一定的变化。 使焊缝区的金属表面层内的拉伸残余应力变为压应力,从而能大幅度地提高结构的使用疲劳寿命。 表面层内的金属晶粒变细,产生塑性变形层,从而使金属表面层的强度和硬度有相应的提高。 改善焊趾的几何形状,降低应力集中。 改变焊接应力场,明显减少焊接变形。
超声波冲击设备冲击频率:
超声冲击设备利用大功率的能量推动冲击头以每秒约2万次以上的频率冲击金属物体表面,高频、和聚焦下的大能量使金属表层产生较大的压缩塑性变形,同时超声冲击改变了原有的应力场,产生有益的压应力。高能量冲击下金属表面温度极速升高又迅速冷却,使作用区表层金属组织发生变化,冲击部位得以强化,应力得以消除或均化。