烟台供应筛板冲床送料机
-
面议
及时发货
交易保障
卖家承担邮费
工作台有无贴塑,导轨磨擦时会产生细小的铁粉或切削进入,贴塑导轨耐磨性强,材质软,可使其融入塑轨内,减少导轨的磨损量,所以贴塑导轨寿命要长于未贴塑导轨。用户可根据自身情况,选择硬轨或线性导轨。
气动冲床有许多普通冲床无法相比的优势,冲压效率更高,加工精度非常高。当然随着冲床不断冲压,机身产生的震动会影响到滑块间隙以及其他部件的震动,多少会有些松弛,需要定期进行调试来气动冲床的加工精度。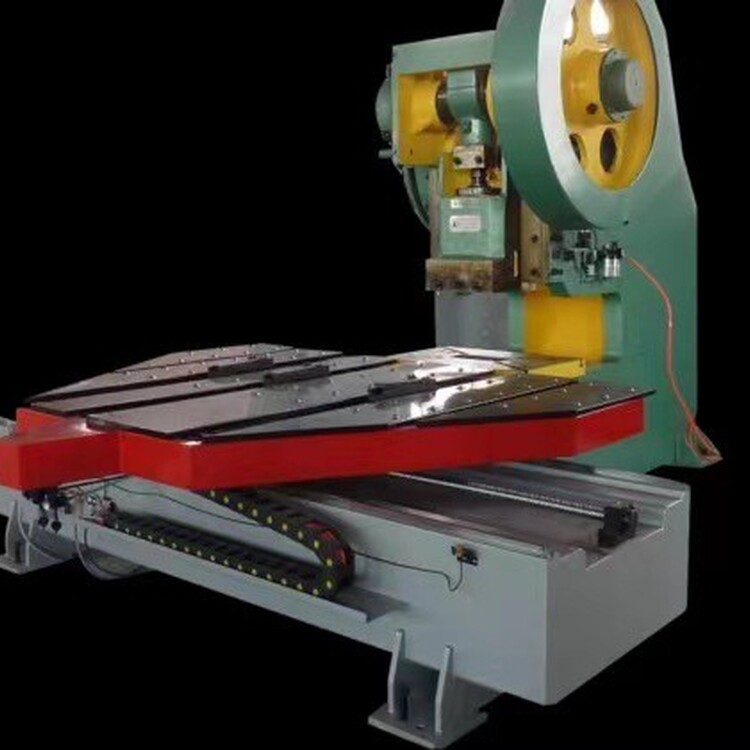
到底如何气动冲床加工精度? 1、在操作使用气动冲床的时候,需要将窄凸缘零件拉成圆筒形,然后成锥形凸缘,通过校平获得平凸缘。 2、气动冲床的宽凸缘零件应该根据使用要求的尺寸拉出凸缘直径,在后期的作业过程中保持凸缘直径不变。 3、在操作使用气动冲床的过程中,气动冲床的底部孔有可能会与落料、拉深复合冲压,气动冲床厂家建议在凸缘部分及侧壁的孔,听该在拉深完再进行冲孔。 4、当气动冲床的拉深件的尺寸精度要求高或带有小的圆角半径时,应增加整形工序。
较早前的冲压工人需要直接和机器模具及工件持续长时间接触,很容易疲劳以致发生挤压切夹肢体的工伤事故,而采用冲压机械手能够有效代替人工完成冲压过程,避免了冲床及冲压模具带来的对人员各种隐藏安全风险。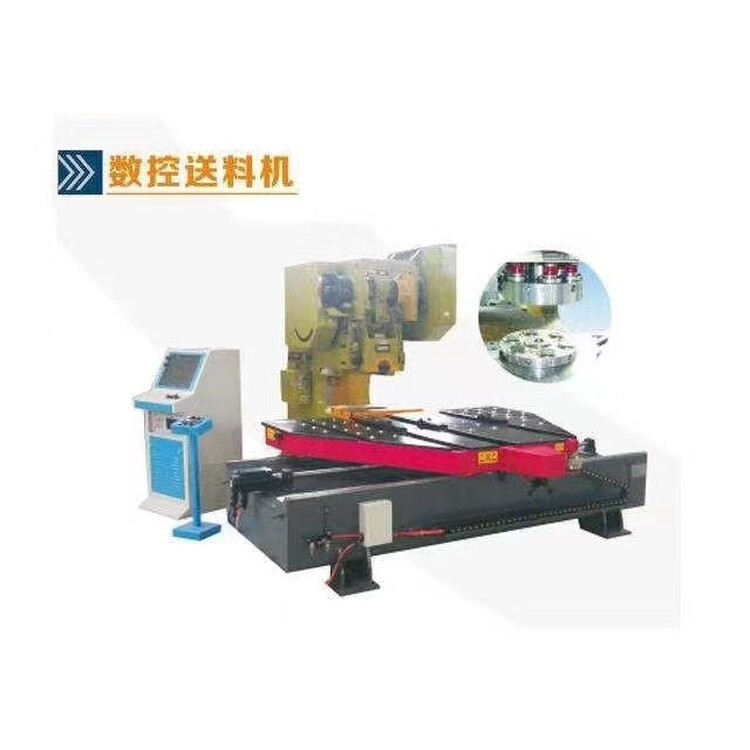
NC送料机安装与调试相对于更简单方便,没有过多的繁杂步骤,哪怕是次安装也无需花费大量时间,但是安装好后调试不正确或材料本身问题时,送料机难免会出现送料不准、材料跑偏的现象。而较为常见的问题是材料在输送过程中出现的打滑跑偏现象。
偏摆送料机传动部件使用日本进口PLC控制系统,两套安川伺服马达的电控系统,其中一套伺服马达系统与送料滚筒用同步带轮连接,实现对送料滚筒的定准控制;另一套伺服马达系统与精密滚轮丝杆用同步带轮连接,完成的左右移动动作,在连续冲压过程中,边与边的小距离可设定在0.5mm以内。偏摆送料机送料误差可控制在正负0.08mm以内,以满足越来越高的加工要求。