有机废气气体分析仪器
-
¥9999.00
及时发货
交易保障
卖家承担邮费
在人们日常生活与生产的过程中,常常会产生大量的固体废弃物也就是大家常说的垃圾。这些垃圾由于成分复杂排出量,同时具有污染性、资源性、社会性,需要对其进行无害化、资源化、减量化以及社会化的处理。若是处理不好,会造成环境的污染以及资源的浪费,破坏人们生产生活安全。
近年来,为了促进垃圾处理行业发展,我国陆续发布了许多政策,如2022年中央办公厅和办公厅发布的《关于建立健全生态产品价值实现机制的意见》完善污水、垃圾处理收费机制,合理制定和调整收费标准。开展生态环境损害评估,健全生态环境损害鉴定评估方法和实施机制。垃圾处理,环境保护已成为全国甚至全世界的人们共同关注的一个重要板块。
就目前的技术而言,比较常见处理垃圾的方法为:利用垃圾(生物质)生产木炭、焦油和煤气等可利用资源,一般都是需要先对垃圾进行分类、回收、处理。常见的处理办法一是填埋,但是填埋的话效果非常慢,占地广的同时还容易对地下水产生二次污染,另外一种处理办法则是焚烧。焚烧垃圾的缺点是容易产生空气污染同时投资也比较大。无论是填埋还是焚烧,垃圾总是会产生各种各样的有毒有害气体,例如甲烷、硫化氢、氧气、氨气、一氧化碳等气体会危害到垃圾处理站工作人员的生命财产安全,同时垃圾处在焚烧时排放的气体也需要满足排放的标准,才能进行排放。
解决方案
方案概述:针对以上垃圾处理行业中的痛点问题,特定制以下解决方案
监测位置:垃圾坑、渗滤液沟道、卸料大厅、锅炉间沼气阀组、活性炭间、油泵房、乙炔汇流排间及危废暂存库。
监测气体:甲烷、硫化氢、氧气、氨气、一氧化碳等有毒有害气体。
数据传输:根据现场情况确定每个监测区域安装有毒气体检测仪,所有检测仪自身均具备实时数据显示及声光报警的功能,可将数据和报警信息通过 4-20mA 电流信号或 RS485 总线制数字信号形式传输到每个就近区域的气体报警控制器,再通过 RS485 总线制数字信号、或其它形式传至中央控制室的集线器控制箱,再传输到 PLC 或 DCS 系统,可实时查看现场监测的数据。可联动风机、排风扇等,处理现场气体浓度,也可发出声光报警提醒现场工作人员及时撤离,降低损失。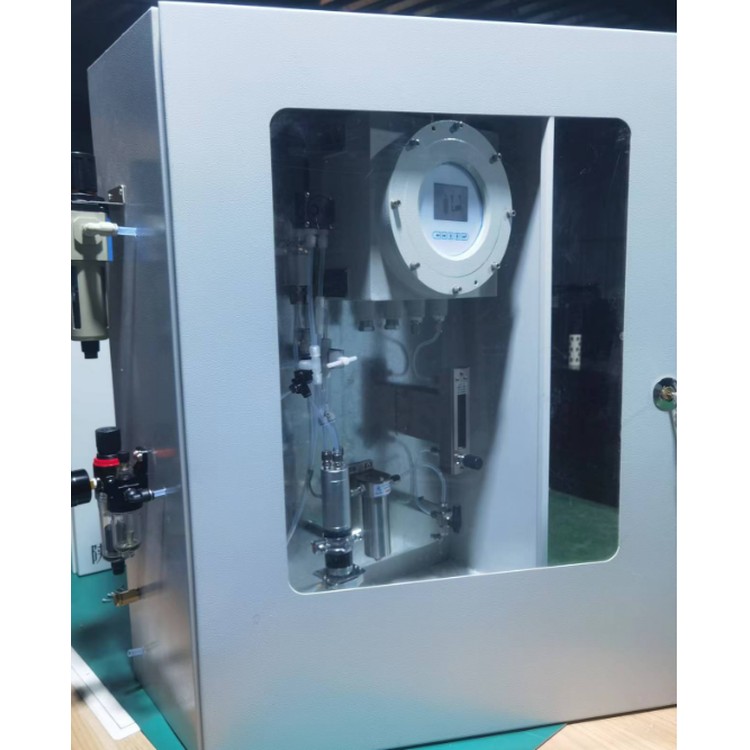
RTO焚烧炉废气浓度监测仪LEL仪器特点优势包括:
有效分析有机可燃气体浓度并输出信号。
针对VOCs治理行业中的RTO前端应用。
针对不同项目工况需求,可以进行非标优化。
标准信号输出,支持数据上传。
定制预处理单元,有效减少有机溶剂、弱酸、水、负压等因素的影响。
应用场景:废气处理,天然气燃烧炉管道
RTO焚烧炉废气浓度监测仪LEL使用注意事项:
1、气液分离器内置滤芯用于过滤微量粉尘、油脂和少量水分,当滤芯表面附着杂质污染变色时,需旋开储水过滤器更换滤芯。
2、日常工作中或标定中如采样流量过小,且调整后无明显变化,需检查气路是否堵塞和气路中过滤部件是否堵塞。
3、定期对分析仪表进行标定,示数稳定,标定周期不得超过3个月。
RTO焚烧炉废气浓度监测仪LEL,有机可燃监测系统,rto废气有机可燃分析仪
CEMS系统采用直接抽取法,主要包含气态污染物分析系统、粉尘颗粒物分析系统、烟气参数分析系统和数据处理系统四部分,可以在线监测粉尘颗粒物、二氧化硫(SO2)、氮氧化物(NOx)、氧气(O2)、烟气温度、烟气压力、烟气流速等数据。
其中,二氧化硫、氮氧化物采用NDIR非分光红外原理进行实时分析,氧含量采用机械哑铃式的顺磁原理进行分析。两种检测原理均可用标准气进行在线标定,确保数值的。粉尘颗粒物采用激光后向散射原理,直接在烟道内测量,具有相应迅速、使用方便的特点。
根据客户需求,可以将检测数据进行处理、存储和远端上传,方便客户的处理与记录
应用工艺点
火力发电厂、垃圾焚化厂、水泥工业、化学工业、石油工业、钢铁企业、各种工业锅炉、各种工业窑炉,其它工业过程中产生污染气体的固定排放源。
系统功能
实时监测二氧化硫、氮氧化物、氧气、粉尘、烟气温度、压力、流速值。
自带预处理系统和探头反吹系统,有效除去各类干扰因素,适合复杂工况。
在线校准标定,无需拆卸。
多样软件支持,实现各种数据处理功能。
工业气体包含氧气、氮气、氩气、氖气、氦气、氢气、二氧化碳、乙炔等,这些气体广泛应用于冶金、石化、半导体、航天等各行业中。空分工艺就是用来把空气中的各组份气体分离,生产氧气、氮气、氩气等工业气体的一套工业设备。
近些年,随着经济的发展,国内空分设备逐渐向大型化发展,需要同时配套在线气体分析仪。在线气体分析仪器可以对空分装置生产过程进行直接的质量控制,为生产工艺提供各项参数,使工作人员及时了解生产过程中各工艺控制点的气体成分组成,是提高产品产量和质量的重要设备,也是空分装置安全运行的重要保障。
顺磁氧气分析仪采用进口磁力机械式磁氧分析模块,检测精度高,既可测高纯度氧,也可测微量氧。同时相比于电化学、氧化锆等其他检测原理,具有寿命长、线性度好,维护小等优点,适合于空分工艺。
常用空分工艺氧气分析仪工艺段:
工艺点
目的
检测气体 常见量程
上塔污氮
工艺控制
O2 20-50% vol
下塔液空 工艺控制 O2 20-50% vol
产品氧气纯度分析 工艺控制 O2 98- vol
粗氩出口 工艺控制 O2 0-5% vol
氨是重要的无机化工产品之一,在国民经济中占有重要地位。除液氨可直接作为肥料外,农业上使用的氮肥,例如尿素、硝酸铵、磷酸铵、氯化铵以及各种含氮复合肥,都是以氨为原料的。合成氨生产工艺,主要包括粗煤气的CO变换、酸性气体脱除、甲烷化、合成氨和氨冷冻等几个步骤。
在化工生产过程中对气体成份含量进行在线分析很关键,它直接关系到产品质量、生产效率、生产效益、生产安全和达标排放。
红外气体分析仪、顺磁气体分析仪等在线分析仪于合成氨工艺的一氧化碳、氧气进行实时分析。可以根据企业的现场工艺参数进行定制,满足现场工况。
系统主要由取样预处理部分、分析仪表、和联锁控制部分组成。系统可以根据工艺的要求实现防爆、耐腐蚀、响应快、分析精度高等功能。
常用合成氨工艺分析仪工艺段:
工艺点
目的
检测气体 常见量程
洗气塔出口、气柜前后
静电除尘前后
工艺控制、安全生产
O2 0-1% vol
中变炉出口 工艺控制 CO 0-5% vol
低变炉出口 工艺控制 CO 0-1% vol
脱碳净化出口 工艺控制 CO2 0-1% vol
醇后气
在线煤气分析系统是天禹智控自主研发新型在线监测系统,该产品基于非分光红外(NDIR)气体分析技术、命电化学传感技术以及基于MEMS的热导技术,可同时在线测量煤气的热值,以及CO、CO2、CH4、H2、O2、CnHm等气体的体积浓度。预处理系统采用冷干法设计,关键部件采用原装进口,可根据现场不同的工况条件,为客户定制解决方案,分析系统的可靠运行。
产品特点
可靠性强,方便维护。加热型快拆取样探头,智能温控设计,双重保温,适用于极寒低温环境,配置脉冲反吹技术有效防止滤芯杜塞。
性能稳定,过滤效果好。内置双级过滤,电子制冷器,自动排水单元,可搭载全自动水洗器,采用自动喷淋技术,有效除去样气中粉尘、焦油及水分,仪器长期有效运行。
全自动化,操作简单。搭载10寸人机界面,自动完成采样、反吹、排水等操作,可配置多路采样功能,实现多个取样点循环监测,用户可根据现场实际工况自由配置系统参数,操作更便捷。
测量组分全,精度高。采用自主知识产权的煤气分析仪进行气体在线分析,可同时测量CO、CO2、CH4、H2、O2、CnHm等多组分气体的体积浓度,自动计算并显示热值。
接口标准化。可通过RS485标准接口将数据传输到上级集中控制系统,为实现远程监测、调整现场工艺提供实时依据。
典型应用
广泛应用于高炉煤气、高炉喷煤、高炉炼铁、转炉炼钢、水泥窑炉、电石尾气等钢铁、冶金、化工、石油行业工业过程分析及安全监测。