无锡防腐剂甜味剂增稠剂粉末包装机推荐
-
¥28800.00
及时发货
交易保障
卖家承担邮费
QD-420、520 螺杆计量动包装机
性能特点
●采用螺杆机完成计量,充填,充氮等。适用于计量那些易流动或流动性差的粉粒物料;
●采用伺服驱动系统,性能稳定等优点;
●采用PLC伺服系统,气动控制系统,大显示触摸屏构成驱动控制中心;提高了整机的控制精度,可靠性和智能程度;
●不锈钢开启式料箱清理方便;
●配备安全防护罩,符合安全管理要求;
●采用智温控器,温度控制准确,封口美观平整;
●采用PLC双拉纸结构走纸系统、封切位置均采用电机自动纠偏装置,大显示触摸屏机构驱动控制中心,提高了整的控制精度,可靠性和智能化程度;
●本机与计量配套即可自动完成产品计量、送料、充填制袋、充气(排气)、日期打印的全部包装过程,并自动完成计数;
●设有故障显示系统,帮助及时排除故障;
●可根据客户需要制成枕形袋、打挂孔袋;
●有全不锈钢型号和碳钢喷塑型号选择。
半自动电子称量粉剂机
该机采用步进电机控制技术及电子称重技术,单片机控制,具有自动定量、自动充填、自动修正误差、计数、清料等功能。是农药、兽药、化工产品、添加剂、面粉、奶粉、洗衣粉、食盐、固体饮料、白糖、味精、复合调味品(如麻辣鲜)、天然调味品(如十三香)、酶制剂、饲料等粉状(微粉、超微粉)物料的理想定量包装设备。
特点: 1.采用步进电机及电子称重技术,该机与伺服电机相比成本稍低属经济实用型。
2.采用螺旋下料、光控技术。
3.规格范围:同一台机器在2-5000g 内通过键盘调整及更换不同规格的下料螺旋连续可调。
4.适用范围:有一定流动性的粉状物料,容器(袋类、罐类)不限。
5.物料比重和料位变化造成的误差可自动进行跟踪修正。
6.光电开关控制,仅需人工套袋,袋口干净,易封口。
7.可配螺旋上料机进行自动加料控制。
主要技术参数:包装规格:50-5000G
粉末包装机四、对环境及包装材料的使用要求:
1、本机要求使用环境为无大量粉尘,温度5℃-40℃,不能结冰;相对湿度不大于60%,不得结露。
2、热封型过滤棉纸,要求外圆平整,外径≤450毫米,骨架内径=75毫米。
3、本机适用的包装材料为复合材料,如以玻璃纸、绦纶膜、铝箔等为基料内涂复合高压聚乙烯制成。
4、包装膜边缘印有光电控制的黑色标记(长10MM*宽5MM),且色差分明、清晰,其边带上不允许再印有其它文字或图案,以免产生误动作。
粉末包装机开机前准备工作
1、清理机器上脏物、杂物和其它物品,对接触食品各部分清洗消毒。
2、检查各处螺丝是否因运输过程中松动。用手转动皮带一周,检查机器是否卡住不转,若有应查明原因并排除。
3、在横封导柱上,凸轮处,下料离合器各活动部位加润滑油(选用36#油)。检查减速箱是否缺油,若低于望油仓中线,请加入36#机油。
4、用随机配备的电源线把机台与外线电源连接起来(外线电源电压220V,50Hz)。
5、接通电源,合上电器箱内的漏电开关(见下图)。
6、根据包装材料设定温控表的加热温度。建议一般设定在85—120 度。
7、检查下料离合手柄是否处于断开位置;(见图1)
二、试机检查及调整
1、 将包装膜穿入薄膜轴中,套上挡纸座、挡圈。将膜中心与成形器的中心线对齐成一线,然后锁紧左右挡圈。
2、如下图所示,将膜对称折剪成一斜口。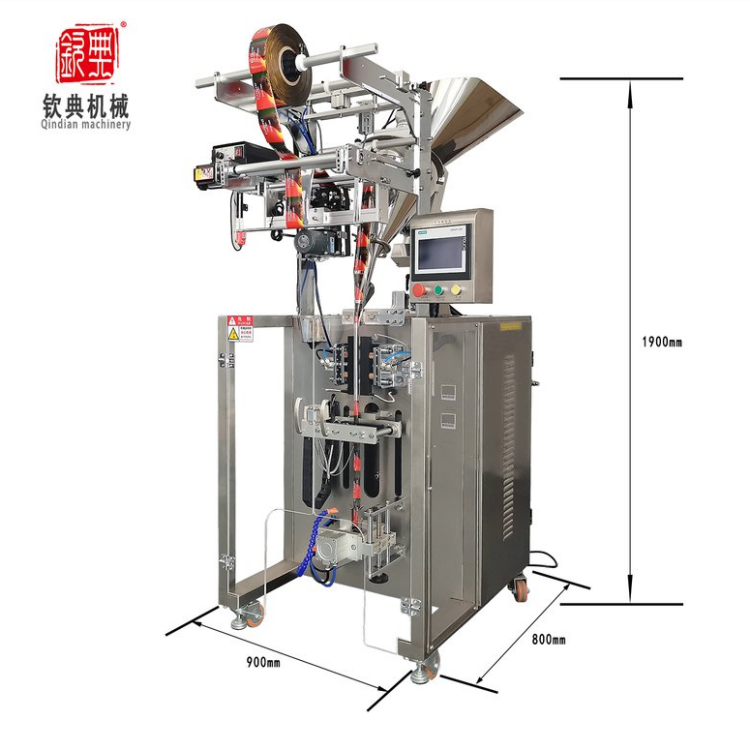
粉末包装机纵封模具调整1、卸去成形器,再松开螺丝1,取下左右模具和发热片。
2、模具更换完毕后,将模具和发热片按拆下时的相反顺序装好,固定好螺丝1;然后对模具进行调整,调整如下:
A、用手逆时针转动电机,让纵封模具接近啮合状态,松开螺母4,旋动螺母5,顶出模具12,使左右上下处于啮合无间隙且齿形不错位。模具啮合的调整达到佳位置是与两个拉膜轮之间切线及横封模具的封合线成“三点一线”。
B、纵封模具角度的调整:当包装袋纵封封边错位没对齐时,点动包装机闭合纵封模具,松开螺丝2摆动纵封模具使之与成形器平行,再锁紧螺丝2即可。
3、电热片烧毁:
卸去成形器,再松开螺丝1,取下左右模具和发热片。检查电热片是否烧坏,步骤如下:
1、拆下接头。
2、测量电阻值,如果R=0或R=∞,则电阻丝烧毁,可拆下更换。更换时注意接线。
粉末包装机横封模具横封模具的调整。
1、模具封合情况的调整(图10)
模具的封合情况直接影响到包装袋的外观好坏,因此前后两边的模具啮合处在佳状态,才能产品的质量。
A(啮合有间隙) B(啮合不良) C(啮合佳状态)
图10
当模具啮合有间隙或是啮合不良时,须调整模具使之达到啮合佳状态,调整方法如下:
(a)、打开机箱,伸进内部手动逆时针转动电机(如图11),让模具处于接近啮合,弹簧刚要压缩的位置;
图11
(b)、松开横封后模具上的两个“上下调节螺丝”可进行横封模具的上下位置调节;松开横封前模具上的两个“左右调节螺丝”可进行横封模具左右位置的调节。(图12)
8、切刀安装调节
1、将切刀装入模具槽中,将刀片固定螺丝固定在左右两边的切刀固定座上,调整刀刃使之与模具口平齐,锁紧左右两边的刀片固定螺丝;
2、当刀具切不断时,将横封模具调整到封合状态,则打下机箱,如图14所示将左右两边的横导轴固定螺丝松开,将横封前部分如图13所示,整个部分向内移动,调整好后将横封导轴固定螺丝锁紧则可。