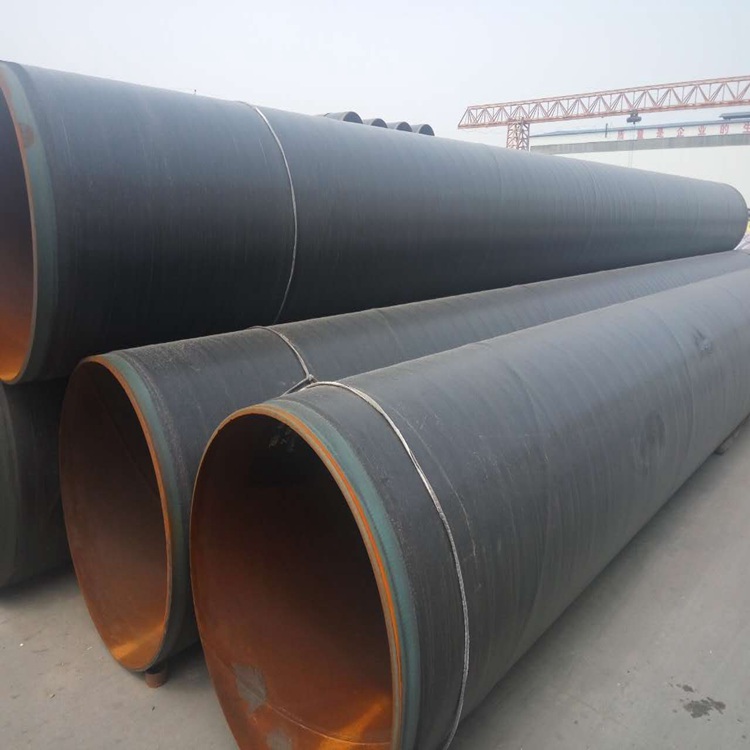
外3pe内涂塑防腐钢管输油管道内防腐3pe防腐钢管供货厂家
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费








钢管防腐层制作结束后采用循环水浇涂的进行冷却固定成型,循环水浇涂室对防腐完的钢管进行防腐层表层的冷却时应逐段分次的进行螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面
焊缝余高≤3.18mm t≤12.5 t≤3.2mm t>12.5 t≤4.8mm;直 度≤0.2%L管端状态坡口角30°-- 35°;顿边1.59±0.79mm;切斜≤1.59mm;随圆度D>508 ±1.0%D;无损探伤X射线或超声波加管端X射线检验加强级E防腐钢管应用广泛适用于煤矿井下供排水,井下喷浆,正负压通风,抽放瓦斯,消防喷淋管网,工艺用水电厂废料,回水管道,高层建筑供水,供热,供水工程,燃气输送,地下输水管道中的应用,石油管道,化工制药,印染等行业输送腐蚀性介质,污水排放管,污水管和生物池防腐工程,农业灌溉管,深井泵管,排水管网等螺旋管材质:Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb,Q345 L245 L290 X42 X46 X70 X80x95
钢管知识:直缝埋弧焊钢管焊接后热处理可以有效焊接残余应力,并且热处理温度越高,残余应力越好,焊后热处理还可有效的大口径钢管的抗应力腐蚀能力,后热处理的温度越高,抗应力腐蚀能力的越显著,要进行水压、拳曲、压扁等实验,对表面有定然要求
,通常交货长度为4-10m,常要求定尺(或倍尺)交货当输入热量不足时,被加热的焊缝边缘达不到焊接温度,16Mn钢管组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞钢管承压能力强,焊接性能好,经过各种严格的检验和使用可靠,钢管口径大输送,并可节约铺设管线的投资,主要用于输送石油、天然气的管线