中山供应螺旋钢管,沧海螺旋管厂
-
¥3000.00
及时发货
交易保障
卖家承担邮费
供水螺旋钢管钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。钢管口径大,输送,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用安全可靠,钢管口径大。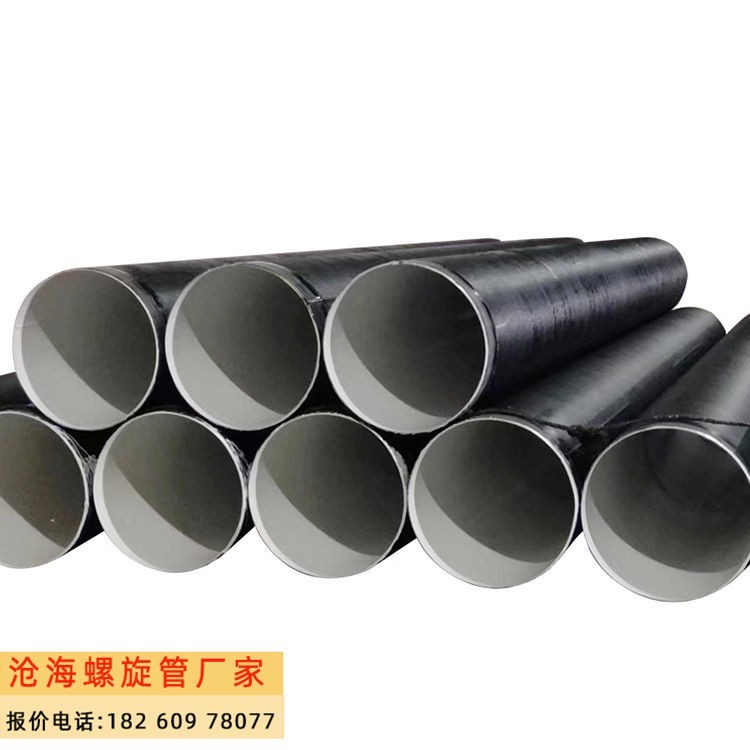
由此可见,机械镀锌既没有高温下的化学冶金反应,也没有外电场作用下的电解沉积效应,仅仅靠运动介质使锌粉与螺旋钢管表面“冷焊”在一起,是一种完全不同于传统工艺的全新工作原理。防腐原理:将纯锌粉溶于溶剂、助剂和成膜物 质内形成富锌底漆,被涂刷至待防腐工件上,借助成膜 物质成膜固化于工件表面。一方面隔绝腐蚀介质浸人螺旋钢管而达到防腐效果,另一方面富锌漆具有阴极保护作用。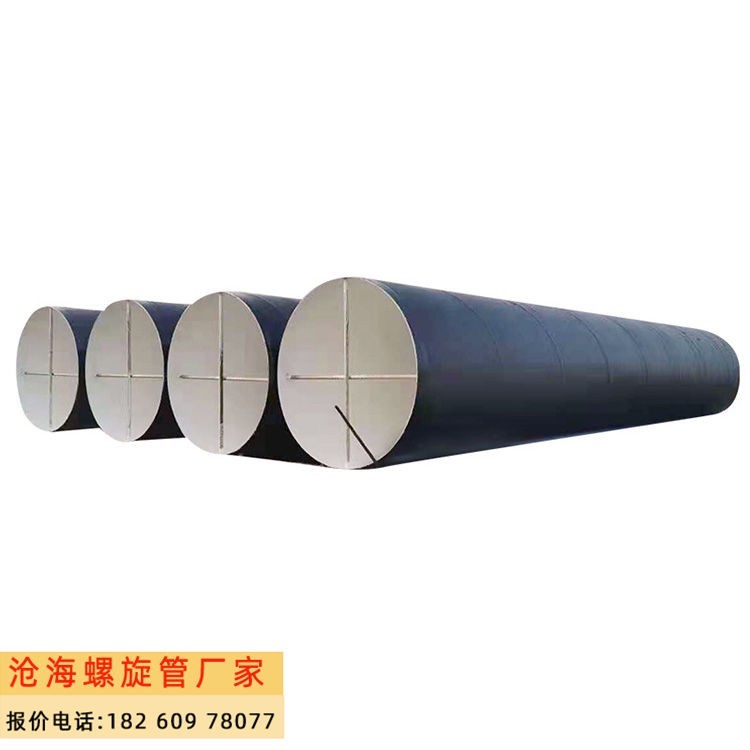
双面埋弧焊螺旋钢管焊缝气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。气泡。气泡多发生在焊道,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,所以,这种缺陷的措施是焊丝和焊缝的锈、油、水分及湿气等物质,其次是很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取大值,反之取小值;大电流、低焊速堆积厚度取大值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用。硫裂(硫引起的裂纹)。焊接硫偏析带很强的板材(特别是软沸腾钢)时硫偏析带中的硫化物进入焊缝金属而产生的裂纹。其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气。所以,为防止这情况产生,使用含硫偏析带少的半钢或钢还明效的。