河北保定全新PE给水管
-
面议
及时发货
交易保障
卖家承担邮费
特性效益:
1)聚乙烯具有优良的耐腐蚀性、较好的卫生性能和较长的使用寿命;
2)聚乙烯具有特的柔韧性和优良的耐刮痕的能力;
3)聚乙烯具有非常的耐低温性能;
4)聚乙烯具有良好的快速裂纹增长断裂韧性。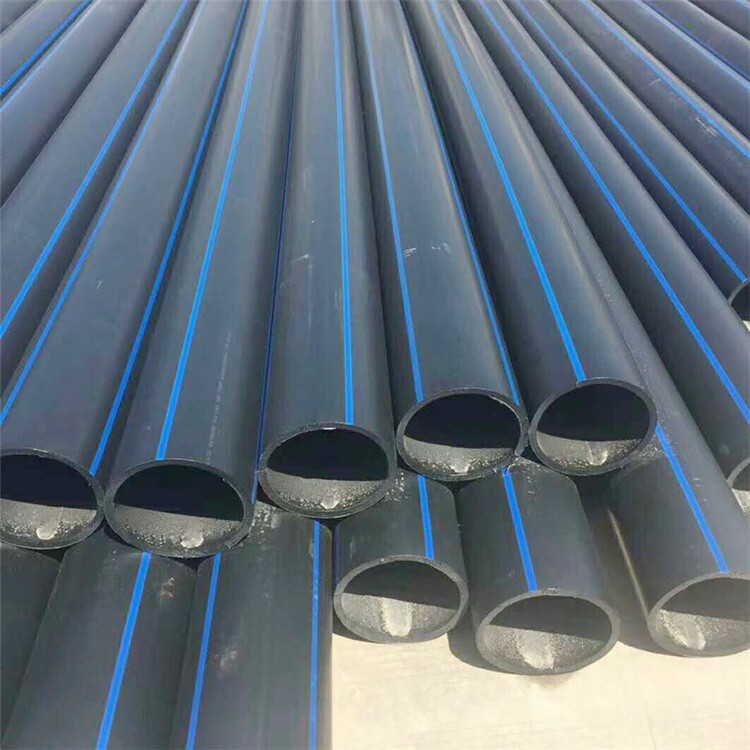
使用规定:
一般规定
①管材、管件应具有质量检验部门的产品质量检验报告和生产厂的合格证。
②管材存放、搬运和运输时,应用非金属绳捆扎,管材端头应封堵。
③管材、管件存放、搬运和运输时,不得抛摔和剧裂撞击。
④管材、管件存放、搬运和运输时,不得曝晒和雨淋;不得与油类、酸、咸等其它化学物质接触。
⑤管材、管件从生产到使用之间的存放期不宜超过一年。
材料验收:
① 接收管材、管件进行验收。先验收产品使用说明书、产品合格证、质量书和各项性能检验验收报告等有关资料。
② 验收管材、管件时,应在同一批中抽样,并按现行国家标准《给水用(PE)聚乙烯材》进行规格尺寸和外观性能检查,必要时宜进行全面测试。
搬运:
① 管材搬运时,用非金属绳吊装。
② 管材、管件搬运时,应小心轻放,排列整齐。不得抛摔和沿地拖曳。
③ 寒冷天气搬运管材、管件时,严禁剧烈撞击。
PE给水管的焊接步骤:
(1)PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定.
(2)PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得法兰盘封闭面.
(3)PE给水管壁厚在5mm以上时,应切割坡口,充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光
(4)钢管切割时,其割断面应与管子中心线垂直,以管子焊接完毕的同心度.
(5)法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.
(6)焊接给水管时,管子接口要清除浮锈、污垢及油脂.
(7)法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫.
施工步骤:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。