金华筛板冲床送料机型号
-
面议
及时发货
交易保障
卖家承担邮费
主轴是机床一大核心部件,加工表面精度绝大部分都和主轴有关,所以主轴的质量很关键。目前大陆生产的主轴在冲床上使用的并不多见,这说明大陆产高速主轴单元品质还有待提高。而台湾产主轴单元市面上使用比较广泛,根据其品牌度及市场占有率其价格也有不小的差异。
影响冲床质量的环节很多,因素也很多,不表示选好的配置就是好的冲床,所以,还要了解其产品加工制造以及装配工艺,如:机体铸件有无经过时效处理;电机座等关键零件的加工精度采用的工艺能否精度要求,以线轨与丝杠安装采用的工艺能否精度要求等等。
NC送料机安装与调试相对于更简单方便,没有过多的繁杂步骤,哪怕是次安装也无需花费大量时间,但是安装好后调试不正确或材料本身问题时,送料机难免会出现送料不准、材料跑偏的现象。而较为常见的问题是材料在输送过程中出现的打滑跑偏现象。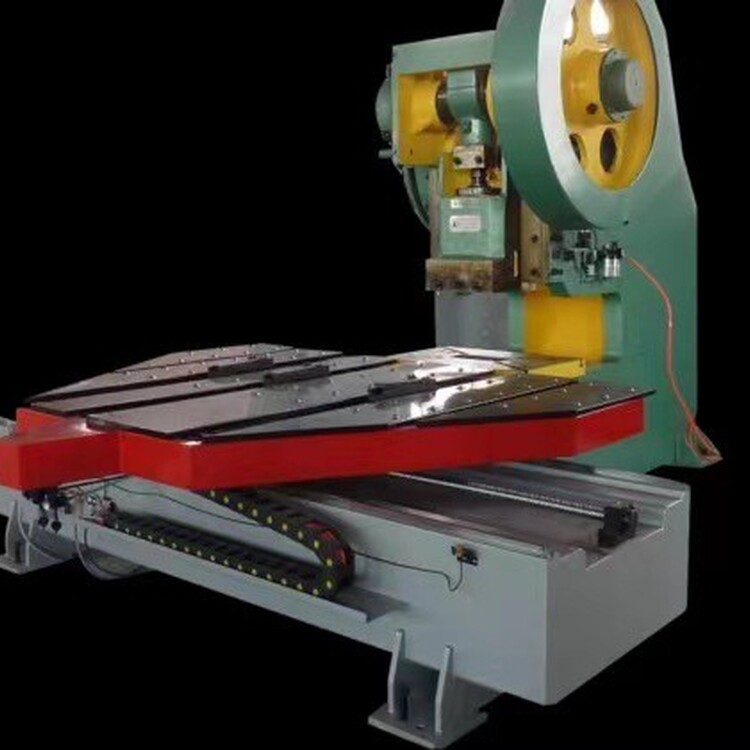
数控送料机材料跑偏不到位等故障解决方法
1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。 2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。 3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。 送料机放松不顺。检查模具内定位导销是否作用不良,放松时间不正确,偏心轴、放松轴失油卡死,按实际情况进行处理。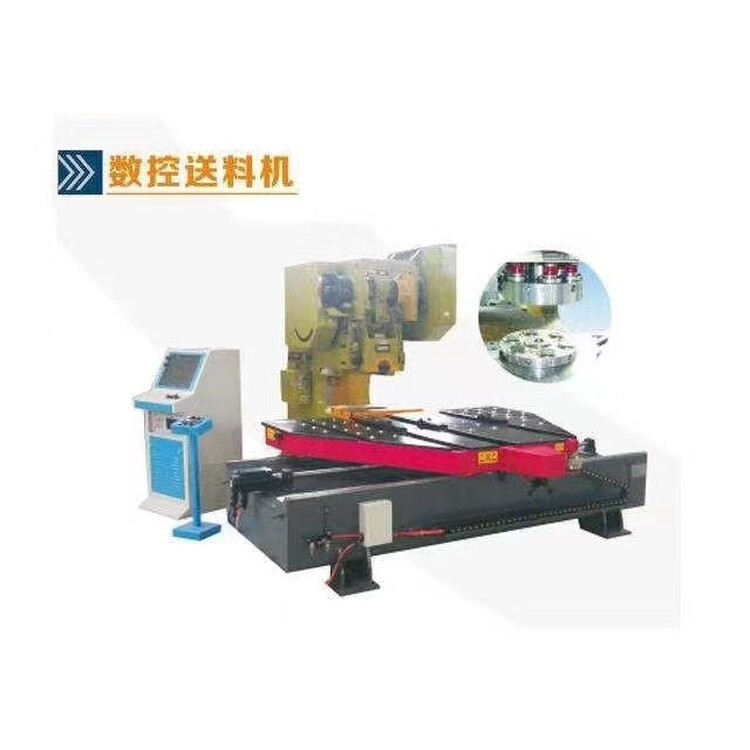
偏摆送料机传动部件使用日本进口PLC控制系统,两套安川伺服马达的电控系统,其中一套伺服马达系统与送料滚筒用同步带轮连接,实现对送料滚筒的定准控制;另一套伺服马达系统与精密滚轮丝杆用同步带轮连接,完成的左右移动动作,在连续冲压过程中,边与边的小距离可设定在0.5mm以内。偏摆送料机送料误差可控制在正负0.08mm以内,以满足越来越高的加工要求。
送料系统通过触摸屏通过直线插补控制配合伺服驱动系统实现整个流程的自动上下料、定长移动、自动偏移等动作,从而实现快捷生产,无人工干预的控制系统,可靠地控制系统了设备运行的稳定、快速,在设备高速运行时依然能够定位的准确性。