浙江温州多功能振动时效设备厂家电话,振动时效仪
-
面议
及时发货
交易保障
卖家承担邮费
振动时效设备对残余应力的影响 。零件内部的残余应力是使其尺寸精度不稳定的主要原因。影响稳定性的不仅是残余应力数值的大小,应力分布的均匀性也有着重大的影响。振动时效设备对减少和均化残余应力皆有良好作用,残余应力消除率在30%-80%。
振动时效设备对抗变形能力的影响。零件的变形不仅取决于残余应力的大小和分布,还与松弛刚性和抗变形能力有关。振动时效设备不仅能构减少和均化残余应力,还可提高材料的抗变形能力,即提高材料的弹性性能。
在振动时效的处理过程中,随着残馀应力的减小和均匀化,工件的共振频率和振幅(或动应力)等发生变化,完成残馀应力的减小和均匀化过程后,这些参数也趋于稳定,振动时效的时间可以根据这些参数的变化情况来决定。 JG系列完全消除了手动操作,通过高度智能化的控制系统,了全自动过程的自动化,时效时间也由设备自身自动判定。
振动时效是我国推广的“、节能、环保”技术,以振动形式对工件施加一个动应力,动应力与工件自身的残余应力叠加后,达到或超过材料的微观屈服极限,使工件出现微观或宏观局部,整体这对于企业提高产品质量,降低时效成本,提高生产效率,解决燃煤热时效对环境污染问题具有重要意义。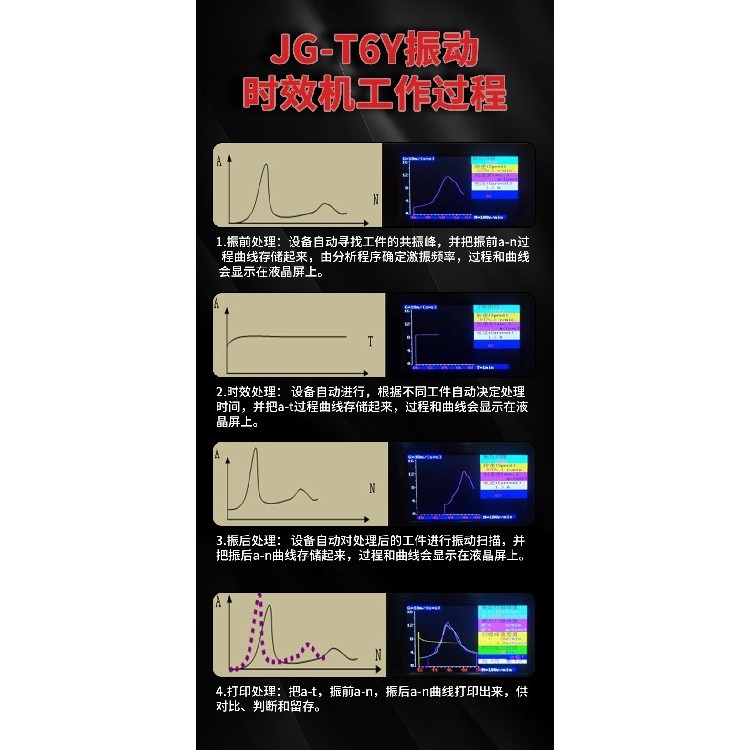
振动时效设备对尺寸精度的影响。振动时效设备能有效的稳定零件的尺寸精度,其作用不仅表现在长期使用过程中尺寸精度变化量较小,且能在较短的时间内使零件尺寸达到稳定。
济南九工机电生产振动时效设备、振动时效仪、超声冲击设备、应力检测仪器。是国内应力消除和应力检测领域的企业。公司具有雄厚的科研力量和完善的生产工艺流程,确保公司出厂的每一台设备品质的精益求精。
振动时效的过程实质上是金属材料内部晶体位错运动、增殖、塞识和缠结的过程 振动时效优于稳定工件尺寸精度,提高静音、动态载荷变形能力。 这也是机床行业大多应用振动时效技术的原因之一。 从微观上看,当温度达到零度以上时,金属原子总是进行质子运动,这些原子质子在自残馀应力的影响下处于不平衡运动状态,但需要能量才能回到平衡位置。 振动时效是对金属元件提供机械能,限制金属原子复位,释放残余应力,提高金属原子返回平衡位置的速度。
振动时效(VSR)就是在激振设备周期性——激振力的作用下在某一频率使金属构件共振,形成的动应力使构件在半小时内进行数万次较大振幅的亚共振振动,使其内部残余应力叠加,达到一定数值后,在应力集中处,会超过屈服极限而产生微小的塑性变形,降低该处残余应力,并强化金属基体;而后振动在其余应力集中部分产生同样作用,直至不能引起任何部分塑性变形为止,从而使构件内残余应力降低和重新分布,处于平衡状态,提高材料的强度。构件在后序安装使用中,因不再处于共振状态,不承受比共振力更大外力作用,振后构件不会出现应力变形。
振动时效设备的构造和工作过程详解
机械加工过程中,为了零件在毛坯或粗加工情况下仍然具有的切削性能,需要对毛坯或粗加工的轴类零件进行消除内部剩余应力的处理。这种消除内部剩余应力的处理技能主要有两种,一种是调质处理,另一种是振荡时效消除应力。其中,振荡时效处理是经过振荡的方法给轴类零件施加一个动应力,当施加的动应力与轴类零件自身的剩余应力叠加后,到达或材料的微观屈从极,轴类零件就会发生微观或宏观的部分、全体的弹性塑性变形,一起下降并均化轴类零件内部的剩余应力,终究到达避免轴类零件在车削等精加工工序及投入使用后的变形与开裂,稳定轴类零件的尺寸与几许精度。 现在,对包括轴类零件在内的零件进行振荡时效处理的遍及方法是,将毛坯或粗加工好的零件从机床上卸下,搬移至振荡时效处理场地、放置在具有必定弹性的支撑体上,再将激振器安装在被处理零件上、经过激振器对被处理零件输出消除内部剩余应力的激振力,待振荡时效处理好后,再将零件搬移至对应机床进步行相应的精加工。