半自动钢筋笼滚笼机安装调试注意要素
1、安装半自动钢筋笼滚笼机时,要对设备有特定了解,并且对安装步骤也足够了解,还要对安装过程中可能出现的问题做好预防措施。
2、安装绕筋机,还要准备好安装工具,设备要轻拿轻放,避免对设备造成损坏,影响正常使用。
3、在安装过程中,不相关的人员不能靠近现场,也要调整好设备的水平状态,使钢筋笼绕筋机能保持好状态,提高设备的使用效率。
4、在使用半自动钢筋笼滚笼机加工时,钢筋笼的头尾,因箍筋捆绑,应该是并在一起缠绕的,所以要注意设定螺距值,控制好加工的偏量。
5、绕筋机的主筋和箍筋生锈交接处,或者是主筋和箍筋变形扭曲处,会受到主转盘的影晌,要注意检查平时转动的情况。
6、等到使用钢筋笼绕筋机滚完笼子后,要启动龙门吊整体水平,再升起接头,这样做可以防止卸下笼子时碰撞到焊接头。
7、数控半自动钢筋笼滚笼机在使用的时候,调节钢筋笼位置的时候,一定要再三确认螺栓是否牢固,以免机械松动,埋下危险的隐患。
8、钢筋笼绕筋机的接线一定要接触良好,不能发生漏电的情况。在加工过程中一旦发现设备漏电,应立即停止工作切断电源,排查过后方可继续使用。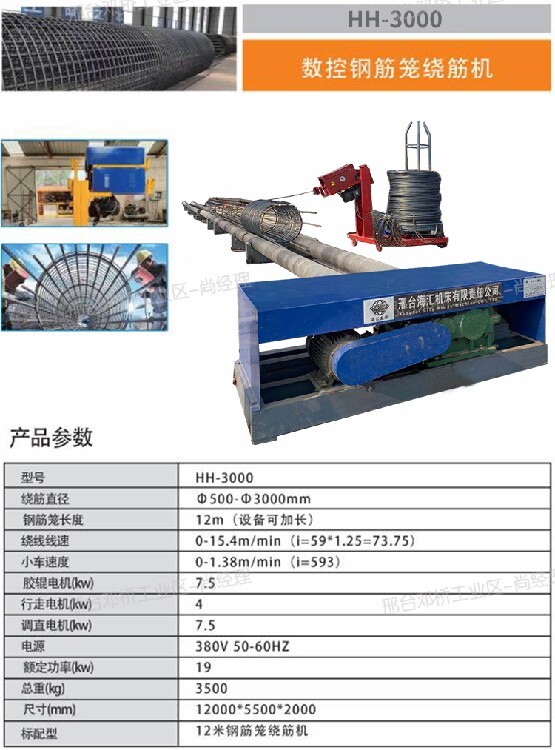
半自动钢筋笼滚笼机的工作原理
1、产品介绍
数控钢筋笼绕筋机主要由小车部分(包含钢筋承接圆盘、放线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。
2、工作原理
圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。
钢筋放线机构设置在移动旋转驱动机构一侧,主筋固定装置由将主筋一端固定的主筋固定器和用于架设主筋的主筋导管组成,主筋固定器设置在移动旋转驱动机构上,主筋导管设置在固定旋转驱动机构上,钢筋笼绕筋机主筋固定器和主筋导管紧密结合,并且相对应的穿孔焊接机械手安装在主筋导管一侧。
根据施工要求,钢筋笼的主筋通过人工手段穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成钢筋笼。
调速:按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快速调到所需数值。
3、产品特点
(1)PLC变频控制、调整绕筋间距,速度可调。
(2)可远距离遥控使用,远达50米内控制方便。
(3)滚筒采用厚壁无缝钢管结实耐磨;放线架采用304圆钢制作扎实。
(4)调直机底座可升降,适用范围广。可广泛用于桥面,房建、房护桩防护、地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用。
在桥梁施工中,钢筋笼的加工是桩基础施工的重要步骤。传统的钢筋笼制作都是人工作业完成,但是人工加工的钢筋笼存在钢筋间距偏差大、尺寸不统一、顺直度难以控制等问题,影响钢筋笼的制作质量,因此人工加工的钢筋笼质量始终难以达标,在实际使用中的效果也不好,且人力成本也随着工人工资的提高而上涨。因此,钢筋笼绕筋机应运而生,取代传统的人工加工钢筋笼制作方法,得到普及应用。那么,钢筋笼绕筋机的操作流程是怎样的呢?其使用要点又是什么?小编大家一起了解一下钢筋笼绕筋机使用流程及要点吧。
一、钢筋笼绕筋机的使用流程
1、开机前准备
设备主构件安装完成,将半成品主筋放在配筋辅助架上,根据钢筋笼直径将对应直径的转盘模具安装到固定和移动转盘的十字筋架上,安装好穿筋管和固筋套。
对工人进行培训,帮助工人熟悉操作规程、系统各部位功能以及维护保养常识;检查电路有无异常,确认无异常后合上电源总闸通电;检查气路压力是否满足要求;开启操作台上电源开关,检查系统有无报警显示,检查各电气路开关位置是否正确,紧固件是否松动,各减速机的油位和各部位润滑情况。
2、参数设定
设定钢筋笼的螺距和自动运行的速度,设置托笼装置的抬起和落下参数;设置焊接时间、转盘电机的速度,行走电机的速度、回参速度;固定转盘速度补偿、行走转盘速度补偿、行走小车速度补偿等参数。
3、使用流程
将主筋穿过固定盘的穿筋管并插入移动盘的固筋套中,旋转紧固螺栓将钢筋固定好,将箍筋端头穿过入料导辊并焊接在一根主筋上,开启手动或自动按钮,移动转盘在转动的同时移动,从而将箍筋绕在主筋上,当箍筋缠绕在主筋上后人工进行焊接(二氧化碳自动保护焊),从而形成产品钢筋笼。
当钢筋笼达到一定长度后相应位置的托笼装置依次抬起并托起钢筋笼,当钢筋笼焊接达到预定长度后,停止焊接,并按下停止及托笼装置的相应开关,使所有的托笼装置一起落下,然后卸下成品钢筋笼。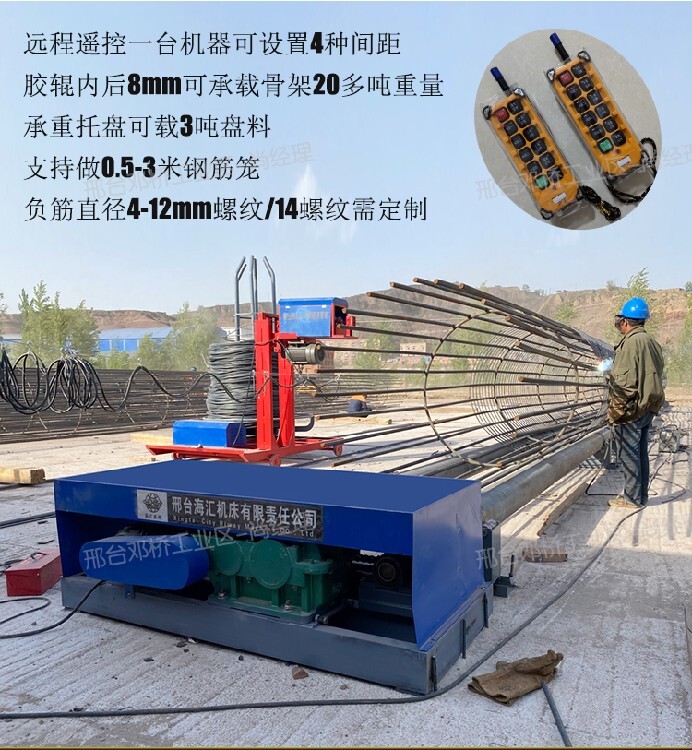
小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。
调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与调整要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。
场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。
1、型号;DJGJL-1500 (按基本型配置)
2、加工范围;钢筋笼直径φ600---φ1500mm长度12m
3、绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )
4、小车速度;0---1.38m/min ( i=593 )
5,胶辊电机;Y90L-4功率5.5kw
6、小车电机;Y90L-4功率2.2kw
7、整机质量;3500kg
8、外形尺寸;主机13m*1.8m*0.8m
小车15m*1.3m*1.5m
9、安装尺寸;16M*4
功能应用主机;含机架、底座、胶辊、传动系统等。
胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。
本公司钢筋笼绕筋机原理特点
1.PLC变频控制
2.绕筋间距.速度无极可调,
3.本机参数有自动存储功能
4.可远距离遥控使用,远达50米内控制方便
5.滚筒采用厚壁无缝钢管结实耐磨
6.调直机底座可升降广泛用于桥面,房建、房护桩防护,地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用
7.放线架采用304圆钢制作扎实
8.本公司产品系同行业中高配置没有后顾之忧
一般不建议在设备上进行骨架制作,会影响生产线效率。
本机是一款组合式设计的钢筋笼绕筋机,在安装、生产、搬运、等过程中都不用依赖起重设备,既能满足大批量的固定生产要求也能满足施工现场较分散的机动作业,灵活性强。
组成结构
本机是一种钢筋笼成型机系统,包括导轨,安装在导轨上的钢筋托盘、固定托盘、移动托盘以及钢筋笼液压支撑装置,固定托盘和移动托盘之间的导轨一侧设有控制器和自动焊接手,导轨另一侧设有盘筋转盘,盘筋转盘与控制器之间电连接,固定托盘和移动托...。
主机;含机架、底座、胶辊、传动系统等。
胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。
一般不建议在设备上进行骨架制作,会影响生产线效率。
需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接
机器上骨架制作过程;
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
1.PLC变频控制
2.绕筋间距.速度无极可调,
.本机参数有自动存储功能
4.可远距离遥控使用,远达50米内控制方便
5.滚筒采用厚壁无缝钢管结实耐磨
6.调直机底座可升降广泛用于桥面,房建、房护桩防护,地铁缠桩基、高铁桩基、跨海大桥各大桩基绕筋施工用
7.放线架采用304圆钢制作扎实
8.本公司产品系同行业中高配置没有后顾之忧
焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。
人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。
自动化程度不容。钢筋笼滚焊机自动化程度较高,工人只需要把钢筋笼的内部加强圈提前制作好,所有的钢筋笼制作工序钢筋笼滚焊机上进行。而钢筋笼绕筋机自动化程度较低,需要工人提前做好加强圈,并且把钢筋笼主筋和加强圈焊接完毕制作成大致笼子的形状,钢筋笼绕筋机只做钢筋笼外部绕筋的缠绕工序。