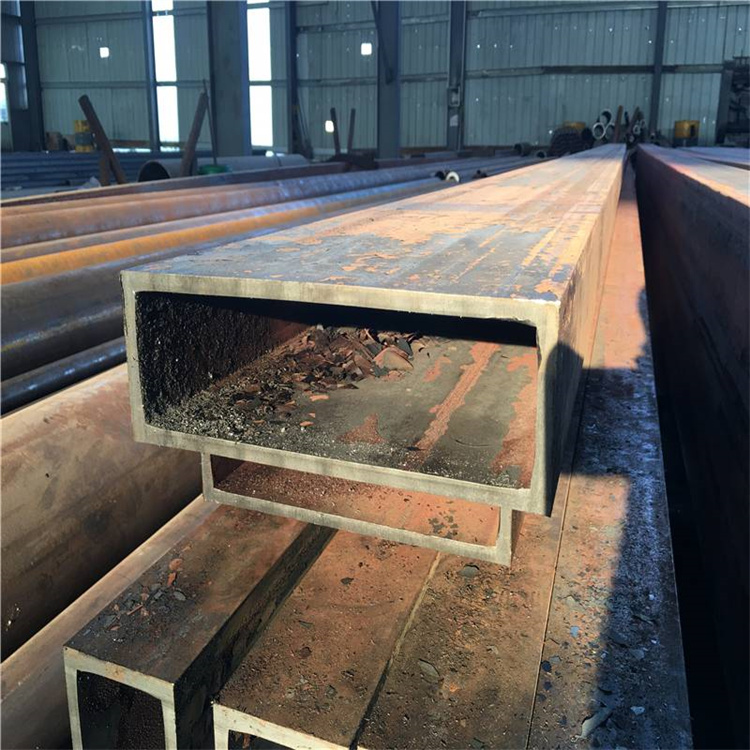
物质输送400*400*8无缝方管 Q355B材质物流配送交货快
直角方管是一种特殊方管,有别于普通的圆弧方管,其R角大小接近于0的方管。就现阶段的工艺而言,一般由圆管轧制而成的方形管。
直角方矩管:是一种R角不大于壁厚的1 倍为直角方矩管。
尖角方矩管:当壁厚不大于3mm 时,R 角不大于 1mm;当壁厚为 3-8mm 时 R 角不大于 2mm;当壁厚在 8mm 以上 时,R 不大于 3mm 为尖角方矩管。
待拆除模板,清理盒子后将管切断,管口处在穿线前装好护口。3预制加工:按照设计图加工好吊钩、螺栓及木砖等预埋件,加工好固定盒、箱用的卡铁或桥杆等。、箱。根据水平线及墙厚度线测定盒、箱位置,成排、成列的灯具位置应弹出十字线确定灯具位置。路敷设:3.5.1管路敷设应符合下列要求:3.5.1.1应根据设计图的管路走向、进行管路敷设,且应沿近的路线敷设,并应减少弯曲。2管子的弯曲不应大于9°,弯曲半径不应小于管外径的6倍,弯曲处不应有折皱、凹穴和裂缝,弯扁程度不应大于管外径的1%。1.3管路不得有外露现象,埋入墙或混凝土内的管子,离表面的净距不应小于15mm。4管路直线段的长度超过15m或直角弯超过3个时,均应装设中间接线盒。5管路经过建筑物变形缝处,应设置补偿装置。6管入盒、箱,管口应平齐,管口露出盒、箱应小于5mm,并应一管一孔,孔大小应与管径相吻合。2管路敷设方法:3.5.2.1砌筑墙体内敷设:a砌墙时应配合将波纹管敷设在墙中。叶轮是离心泵的核心部分,它转速高出力大,叶轮上的叶片又起到主要作用,叶轮在装配前要通过静平衡实验。叶轮上的内外表面要求光滑,以减少水流的摩擦损失。泵体也称泵壳,它是水泵的主体。起到支撑固定作用,并与安装轴承的托架相连接。泵轴的作用是借联轴器和电动机相连接,将电动机的转距传给叶轮,所以它是传递机械能的主要部件。轴承是套在泵轴上支撑泵轴的构件,有滚动轴承和滑动轴承两种。滚动轴承使用牛油作为润滑剂加油要适当一般为2/3~3/4的体积太多会发热,太少又有响声并发热。
物质输送400*400*8无缝方管 Q355B材质物流配送交货快
按工艺分类
焊接方管、无缝方管
其中焊接方管,按焊接方式分为:埋弧焊和高频焊
按焊缝方式分为:直缝焊接和螺旋焊接。
按材质分类
普通碳钢方管、低合金方管,合金方管
1、普通碳钢方管:Q195、Q235 、Q275、20#、45#等
2、低合金方管:Q355、Q390 、Q420、Q460等
3、合金方管:Mn、MnV、SiMn、SiMnMoV、Cr、CRSi、CrMo、CrMn等
技术进步是钢铁工业飞速发展的保障。通过技术进步,钢铁厂的各项技术经济指标己经达到水平。转炉钢厂进一步发展和完善了溅渣护炉工艺技术。国内95%以上的转炉钢厂采用溅渣护炉工艺,炉龄超过30000炉。随着炉龄的提高,生产成本进一步降低。转炉钢厂发明的复吹转炉冶炼工艺,利用炉渣蘑菇头保护炉底喷嘴。炉龄达到30368炉时,底吹喷嘴完好,仍能复吹的冶金效果。目前,己有10家钢厂30余座转炉采用了复吹工艺,平均炉龄达到9929炉。但是进口圆锥破碎机由于成本很高,让很多选矿厂望而却步。目前国产的圆锥破碎机也在破碎领域日露头角,由于其价格相对便宜,得以在很多大、中型选厂得以应用。节能破碎设备不仅本身有较低的电耗,而且由于其产品粒度较小,更深层次作用在于对破碎流程的影响。如减少作业段数,将闭路简化为开路,可减少设备数量,节省基建投资,降低运营成本。多破少磨,减少入磨矿石粒度破碎与磨矿是粉碎作业的两个阶段,破碎产品给入磨矿作业。
物质输送400*400*8无缝方管 Q355B材质物流配送交货快
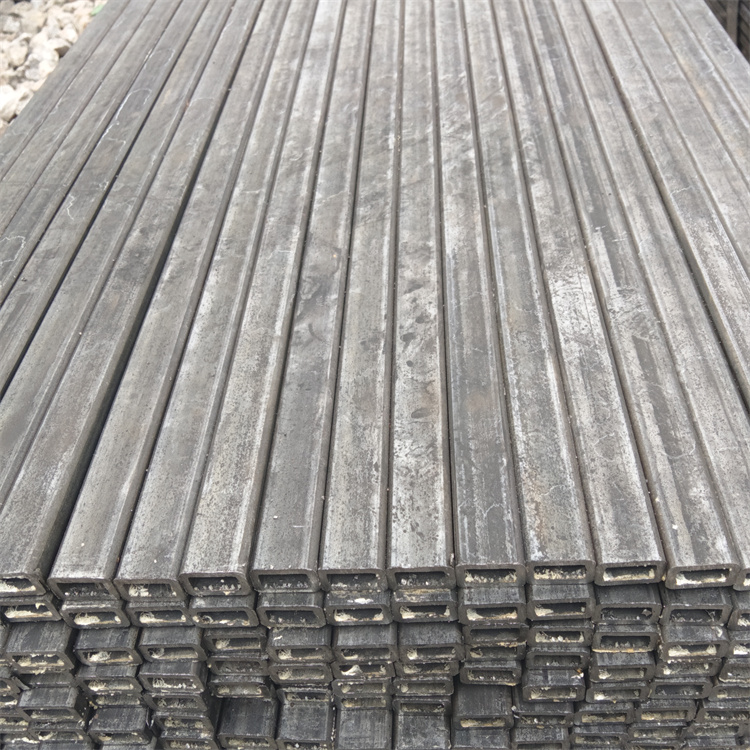
按断面形状分类
方形直角方管和矩形直角方管
按用途分类
玻璃幕墙建筑用直角方管、钢结构用直角方管、机械设备用直角方管、造船用直角方管、汽车用直角方管等。
标准编制说明与标准正文具有同等法律效力,可参照使用。同时我们查阅国外PE管设计流速的有关技术资料,资料中明确规定。天然气在塑料管中的流速不超过2m/s。建议聚管输送燃气的流速以不超过2m/s为宜。又比如在CJJ63—95中关于聚燃气管与直埋供热管之间的水平间距的规定为3米,而此规定是在供水管DN=63、水温15℃,回水管DN=63、水温7℃,两管中心距1.11m,管中心埋深1.7m的条件下,经计算得到周围温度场分布,在聚管处于2℃以下的土壤环境中确定的,这显然是指供热主干线的环境条件,与厂房及楼前供热管线条件差异甚大,且因间距过大也难于执行,因此在实际工程中,可按聚管铺设处的土壤及热力管实际情况作出温度场分布,以确定切实可行的水平距离。1施工前的准备熟悉施工图并到施工现场了解情况,请设计单位做设计交底。根据施工工艺要求。准备相应的施工机具。在管道连接中,因我国对聚管道的焊接质量和焊接参数无统一标准,不同生产厂家生产的管材管件焊接参数不同。为达到可靠的焊接效果,应按照管材管件生产厂家推荐的与该厂产品相匹配的焊机进行连接,同时生产厂家应对他们的推荐承担责任。在电熔焊连接中,应特别注意这一点。正式施工前应对操作工进行的培训。电解着色阳极氧化膜的着色,通化膜的空隙被金属或金属氧化物电沉积而着色。拉丝所得到的效果会有极细微的凸凹效果,但不管是否需要着色,通常是需要表面氧化处理的,氧化处理的目的是得到一层保护膜,以防自然氧化,而且氧化膜的表面硬度也比原材料高,可以起到保护作用,不需要着色的话,可以选用无色透明的阳极氧化膜。着色确实是与氧化同时进行的,但也确实称其为该工艺的后处理,其意思是之其附加在该工艺中进行的。阳极氧化着色的表示方法是H.Y.ZX(X代表具体的颜色),小数点把它分成三部分,部为镀覆方法(H表示化学的方法),第二部分表示镀覆特征(Y氧化),第三部分表示的是后处理(ZX着色)。