天津河北SPR铆钉枪,标志牌SPR铆钉枪厂家供应
-
¥12000.00
及时发货
交易保障
卖家承担邮费
SPR工作原理非常简单:压边圈向下运动对铆接板材进行预压紧,以防止材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉向下刺穿上层材料。在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止,达到连接镶嵌连接目的。
① 底层板至少为总厚度的1/3;
② 强度高、硬度高、延展性差的材料放在上层,强度低、硬度低的、延展性好的材料放在底层;
③ 厚度薄的材料放在上层,厚度大的材料放在底层;
④ 上层材料允许的高强度1500MPa,上层材料强度越高,则底层材料需尽量选用强度低、硬度低的、延展性好的材料,且底层材料需尽量厚;
⑤ 底层材料允许的高强度不600MPa,延展性不小于12%。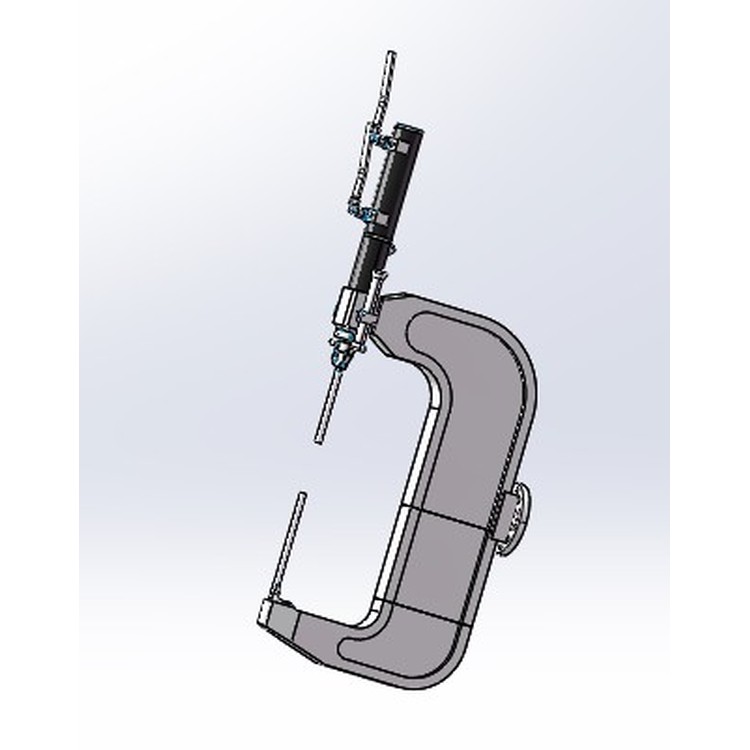
SPR铆接工艺和传统点焊工艺相似,需要一定的铆接空间以及足够的法兰宽度。一般而言,SPR连接设计时,由于铆接设备C形钳结构决定不宜铆接封闭腔体,因此设计时要避免封闭腔体结构。由于C形钳在铆接点处不受干涉,故需避免垂直的法兰边,确保铆接钳能接触到铆接点
SPR铆接工艺对铆接点处的法兰宽度、距离板材边缘的长度以及铆接点间距有一定的尺寸要求,过窄的法兰边以及过近的板材边缘距离,铆接后容易使钣金裂纹,导致连接失效。根据在某新能源汽车上的使用经验,两铆接点之间的间距需要保持小30mm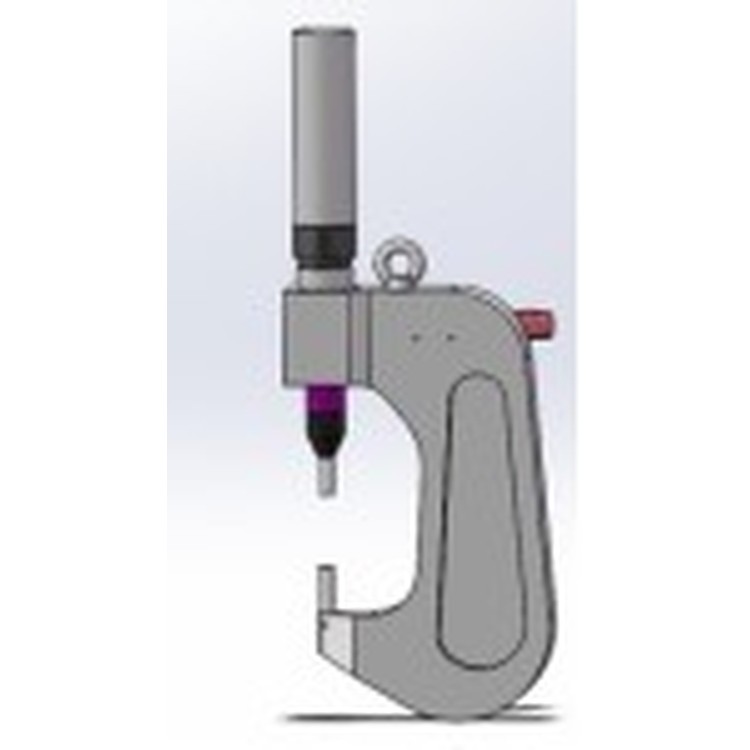
钢-铝异种材料零件SPR连接,钢材与铝材之间匹配会存在电化学腐蚀。根据在某新能源汽车上的研究,处于干区的SPR连接,钢制零件表面要镀锌处理。
目前,SPR已广泛应用于奥迪、宝马、奔驰、蔚来等公司的铝合金车身,对于全铝车身及钢铝混合车身是的一种连接工艺,根据车身材料分布应用在具有铝材且无封闭空腔的部位,具备与传统车点焊同样的意义,其对车身轻量化更是的一环。